Баббитовый подшипник скольжения гост
БАББИТЫ ОЛОВЯННЫЕ И СВИНЦОВЫЕ
Tin and lead babbits.
Specifications
1. РАЗРАБОТАН И ВНЕСЕН Министерством цветной металлургии СССР
З.Я.Каменецкая (руководитель темы); А.И.Даутова; Н.В.Жур, канд. техн. наук (руководитель темы); А.И.Елин
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета стандартов Совета Министров СССР от 12.04.74 N 880
Изменение N 7 принято Межгосударственным Советом по стандартизации, метрологии и сертификации (протокол N 12 от 21.11.97)
Зарегистрировано Техническим секретариатом МГС N 2674
За принятие изменения проголосовали:
Наименование национального органа по стандартизации
Госстандарт Республики Беларусь
Госстандарт Республики Казахстан
4. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
Обозначение НТД, на который дана ссылка
5. Ограничение срока действия снято по протоколу N 4-93 Межгосударственного Совета по стандартизации, метрологии и сертификации (ИУС 4-94)
6. ИЗДАНИЕ (сентябрь 2001 г.) с Изменениями N 1, 2, 3, 4, 5, 6, 7, утвержденными в октябре 1977 г., сентябре 1979 г., июне 1984 г., октябре 1985 г., сентябре 1987 г., июне 1989 г., марте 1998 г. (ИУС 3-78, 10-79, 10-84, 1-86, 12-87, 11-89, 6-98)
Настоящий стандарт распространяется на оловянные и свинцовые баббиты в чушках, применяемые для заливки подшипников и других деталей.
Допускается изготовлять баббиты по ИСО 4383 в части технических требований к многослойным материалам для тонкостенных подшипников скольжения на оловянной и свинцовой основе, приведенному в приложении 3.
(Измененная редакция, Изм. N 5, 6, 7).
1. МАРКИ
1.1. В зависимости от химического состава устанавливаются следующие марки оловянных и свинцовых баббитов: Б88, Б83, Б83С, Б16, БН и БС6.
2. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
2.1а. Оловянные и свинцовые баббиты в чушках должны изготовляться в соответствии с требованиями настоящего стандарта по технологической инструкции, утвержденной в установленном порядке.
(Измененная редакция, Изм. N 6).
2.1. Химический состав оловянных и свинцовых баббитов должен соответствовать указанному в таблице.
Источник
1. МАРКИ
1.1. В зависимости от химического состава устанавливаются следующие марки оловянных и свинцовых баббитов: Б88, Б83, Б83С, Б16, БН и БС6.
2. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
2.1а. Оловянные и свинцовые баббиты в чушках должны изготовляться в соответствии с требованиями настоящего стандарта по технологической инструкции, утвержденной в установленном порядке.
(Измененная редакция, Изм. № 6).
2.1. Химический состав оловянных и свинцовых баббитов должен соответствовать указанному в таблице.

1. По требованию потребителя в баббите марки Б88 допускается замена компонентов кадмия и никеля на олово и увеличение примесей свинца до 0,35 %.
2. По требованию потребителя в баббите марки Б83 массовая доля примеси свинца может быть увеличена до 0,5 %.
3. По требованию потребителя в баббите марки Б83С массовая доля свинца может быть увеличена до 3,0 %.
(Измененная редакция, Изм. № 1, 3, 5, 6).
2.2. Баббиты должны быть изготовлены из первичных и вторичных металлов в виде чушек массой не более 22 кг.
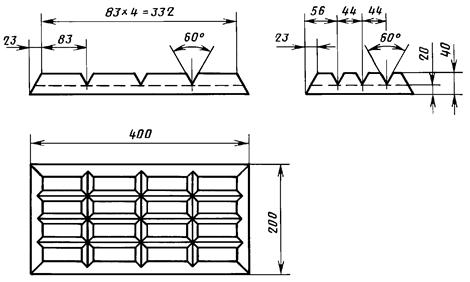
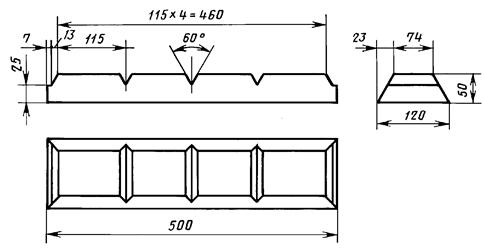
2.3. Форма чушек баббитов марок Б88, Б83 и Б83С должна соответствовать указанной на черт. 1 , марок Б16, Б06 и БН — на черт. 2 . Размеры на черт. 1 и 2 указаны для изготовления изложниц. Допускаемые отклонения по размерам изложниц должны соответствовать 10-му классу точности по ГОСТ 26645 .
По согласованию изготовителя с потребителем допускается изготовление чушек баббитов других форм.
(Измененная редакция, Изм. № 2, 3, 5, 6).
2.4. Поверхность чушек баббита должна быть чистой, без шлаковых загрязнений. Допускаются цвета побежалости.
(Измененная редакция, Изм. № 3).
2.5. В изломе чушек баббит должен быть однородным, без окислов, шлака и других инородных включений.
2.6. Назначение баббитов и условия применения приведены в приложении 1.
2.7. Физико-механические свойства приведены в приложении 2.
2а. ТРЕБОВАНИЯ БЕЗОПАСНОСТИ
2а.2. Действие свинца на организм человека заключается в поражении нервной системы, крови, сосудов. Сурьма вызывает раздражение слизистых дыхательных путей и пищеварительного тракта, кожных покровов.
2а.5. Работы с баббитами необходимо выполнять в респираторе типа «Лепесток» по ГОСТ 12.4.028 , в сухой спецодежде: костюмах по ГОСТ 12.4.044 или ГОСТ 12.4.045 , кожаной обуви по ГОСТ 12.4.032 или валяной обуви по ГОСТ 12.4.050 и средствах индивидуальной защиты: рукавицах по ГОСТ 12.4.010 , защитных щитках по ГОСТ 12.4.023 .
2а.3 — 2а.5. (Измененная редакция, Изм. № 6).
(Введен дополнительно, Изм. № 3).
3. ПРАВИЛА ПРИЕМКИ
3.1. Баббиты принимают партиями. Партия должна состоять из баббита одной марки и одной плавки и должна быть оформлена одним документом о качестве, содержащим:
товарный знак или наименование и товарный знак предприятия-изготовителя;
наименование продукции и ее марку;
массу нетто в килограммах;
обозначение настоящего стандарта.
3.2. Внешнему контролю поверхности подвергают каждый слиток партии.
3.1; 3.2. (Измененная редакция, Изм. № 3).
3.3. Размеры чушек баббитов не контролируются.
(Измененная редакция, Изм. № 2).
3.4. Для контроля химического состава баббита отбирают три чушки от партии. Допускается отбор проб от жидкого металла.
(Измененная редакция, Изм. № 3).
3.5. Для контроля однородности баббита в изломе от каждой партии отбирают две чушки.
3.6. При получении неудовлетворительных результатов проверки химического состава и однородности баббита в изломе чушки проводят повторную проверку на удвоенной выборке, взятой от той же партии.
Результаты повторных испытаний распространяются на всю партию.
(Измененная редакция, Изм. № 3).
4. МЕТОДЫ ИСПЫТАНИЙ
4.1. Контроль поверхности чушек производят невооруженным глазом.
4.2. Пробу для определения химического состава баббита на предприятии-изготовителе отбирают от жидкого металла путем отливки трех чушек: в начале, середине и конце плавки.
4.3. Общую пробу отбирают распиловкой либо фрезерованием каждой отобранной для анализа чушки в трех местах: посередине и на расстоянии 0,20 длины чушки от ее концов.
Чушки фрезеруют по сечению или распиливают перпендикулярно к длине до середины.
Пробу для спектрального анализа отбирают от жидкого металла в виде отлитых стержней диаметром 8 мм, длиной 75 мм. Пробу для рентгеноспектрального анализа отбирают от жидкого металла в виде слитков, имеющих форму усеченного конуса диаметрами 42 и 60 мм и высотой 15 мм.
(Измененная редакция, Изм. № 3).
4.4. Пробу для определения равномерности распределения меди и сурьмы в баббитах всех марок, а также кадмия и никеля в баббитах марок Б88 и БН отбирают от опилок, полученных от каждой чушки, отобранной от партии, и очищенных магнитом от механических примесей железа.
(Измененная редакция, Изм. № 3, 6).
4.5. Пробу для контроля химического состава массой около 200 г отбирают квартованием смешанных от трех чушек опилок.
Допускается определение химического состава другими методами, аттестованными по ГОСТ 8.010*. При разногласиях в оценке химического состава его анализ проводят по ГОСТ 21877.0 — ГОСТ 21877.2; ГОСТ 21877.3, разд. 2; ГОСТ 21877.4; ГОСТ 21877.5; ГОСТ 21877.6, разд. 3; ГОСТ 21877.7; ГОСТ 21877.8, разд. 2; ГОСТ 21877.9, разд. 2; ГОСТ 21877.10, разд. 2; ГОСТ 21877.11.
* На территории Российской Федерации действует ГОСТ Р 8.563-96.
(Измененная редакция, Изм. № 7).
4.7. Для проверки однородности баббита в изломе чушки надрубают или надрезают ближе к середине по максимальной высоте чушки и затем разламывают. Однородность в изломе определяется визуально без применения увеличительных средств.
(Измененная редакция, Изм. № 3).
5. МАРКИРОВКА, ТРАНСПОРТИРОВАНИЕ И ХРАНЕНИЕ
5.1. На каждую чушку баббита наносится номер плавки. На каждой доле чушки баббита отливают или выбивают марку баббита и товарный знак предприятия-изготовителя.
(Измененная редакция, Изм. № 3).
Пакеты из чушек баббитов марок Б16, БН, БС6 формируют на деревянных поддонах размером 500 × 1200 мм или на поддонах П2 размером 800 × 1200 мм по ГОСТ 9078, или без поддона. Пакеты из чушек баббитов марок Б88, Б83, Б83С формируют без поддона на четырех чушках баббита. Пакеты обвязывают стальной лентой размером не менее 0,3 × 30 мм по ГОСТ 3560 со скреплением ленты в замок. Допускается обвязывать пакеты проволокой диаметром 6 — 8 мм по ГОСТ 3282 со скреплением закруткой.
Габаритные размеры пакетов из чушек баббитов марок Б88, Б83, Б83С — не более 800 × 420 × 750 мм, баббитов марок Б16, БН, БС6 — не более 1200 × 500 × 700 мм. Масса брутто пакета должна быть не более 1350 кг.
(Измененная редакция, Изм. № 4, 6, 7).
(Введен дополнительно, Изм. № 3).
5.3. Баббиты транспортируют транспортом всех видов в крытых транспортных средствах в соответствии с правилами перевозки грузов, действующими на транспорте данного вида, и условиями погрузки и крепления грузов, утвержденными МПС СССР.
(Измененная редакция, Изм. № 3, 4).
5.4. Баббиты должны храниться в закрытых, вентилируемых помещениях.
6. ГАРАНТИИ ИЗГОТОВИТЕЛЯ
6.2. Изготовитель гарантирует соответствие баббита требованиям настоящего стандарта при соблюдении потребителем условий хранения.
(Измененная редакция, Изм. № 5).
6.3. Гарантийный срок хранения устанавливается один год со времени изготовления баббита.
ПРИЛОЖЕНИЕ 1
УСЛОВИЯ ПРИМЕНЕНИЯ БАББИТОВ И ПРИМЕРНОЕ НАЗНАЧЕНИЕ
Удельное давление р, кгс/см 2
Напряженность работы P · V 
Источник
ГОСТ 1320-74
Баббиты оловянные и свинцовые. Технические условия
Купить ГОСТ 1320-74 — бумажный документ с голограммой и синими печатями. подробнее
Распространяем нормативную документацию с 1999 года. Пробиваем чеки, платим налоги, принимаем к оплате все законные формы платежей без дополнительных процентов. Наши клиенты защищены Законом. ООО «ЦНТИ Нормоконтроль»
Наши цены ниже, чем в других местах, потому что мы работаем напрямую с поставщиками документов.
Способы доставки
- Срочная курьерская доставка (1-3 дня)
- Курьерская доставка (7 дней)
- Самовывоз из московского офиса
- Почта РФ
Распространяется на оловянные и свинцовые баббиты в чушках, применяемые для заливки подшипников и других деталей.
Издание (сентябрь 2001 г.) с изменениями № 1, 2, 3, 4, 5, 6, 7
Оглавление
2а Требования безопасности
5 Маркировка, транспортирование и хранение
Приложение 1 (рекомендуемое) Условия применения баббитов и примерное назначение
Приложение 2 (справочное) Физико-механические свойства оловянных и свинцовых баббитов
Приложение 3 (рекомендуемое) ИСО 4383-91 Подшипники скольжения. Многослойные материалы для тонкостенных подшипников скольжения
Этот ГОСТ находится в:
Организации:
Tin and lead babbits. Specifications
Чтобы бесплатно скачать этот документ в формате PDF, поддержите наш сайт и нажмите кнопку:
БАББИТЫ ОЛОВЯННЫЕ И СВИНЦОВЫЕ
ИПК ИЗДАТЕЛЬСТВО СТАНДАРТОВ
БАББИТЫ ОЛОВЯННЫЕ И СВИНЦОВЫЕ
Tin and lead babbits. Specifications
Настоящий стандарт распространяется на оловянные и свинцовые баббиты в чушках, применяемые для заливки подшипников и других деталей.
Допускается изготовлять баббиты по ИСО 4383 в части технических требований к многослойным материалам для тонкостенных подшипников скольжения на оловянной и свинцовой основе, приведенному в приложении 3.
(Измененная редакция, Изм. № 5, 6, 7).
1. МАРКИ
1.1. В зависимости от химического состава устанавливаются следующие марки оловянных и свинцовых баббитов: Б88, Б83, Б83С, Б16, БН и БС6.
2. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
2.1а. Оловянные и свинцовые баббиты в чушках должны изготовляться в соответствии с требованиями настоящего стандарта по технологической инструкции, утвержденной в установленном порядке.
(Измененная редакция, Изм. № 6).
2.1. Химический состав оловянных и свинцовых баббитов должен соответствовать указанному в таблице.
1. По требованию потребителя в баббите марки Б88 допускается замена компонентов кадмия и никеля на олово и увеличение примесей свинца до 0,35 %.
2. По требованию потребителя в баббите марки Б83 массовая доля примеси свинца может быть увеличена до 0,5 %.
3. По требованию потребителя в баббите марки Б83С массовая доля свинца может быть увеличена до 3,0 %.
(Измененная редакция, Изм. № 1, 3, 5, 6).
2.2. Баббиты должны быть изготовлены из первичных и вторичных металлов в виде чушек массой не более 22 кг.
2.3. Форма чушек баббитов марок Б88, Б83 и Б83С должна соответствовать указанной на черт. 1, марок Б16, Б06 и БН — на черт. 2. Размеры на черт. 1 и 2 указаны для изготовления изложниц. Допускаемые отклонения по размерам изложниц должны соответствовать 10-му классу точности по ГОСТ 26645.
По согласованию изготовителя с потребителем допускается изготовление чушек баббитов других форм.
(Измененная редакция, Изм. № 2, 3, 5, 6).
2.4. Поверхность чушек баббита должна быть чистой, без шлаковых загрязнений. Допускаются цвета побежалости.
(Измененная редакция, Изм. № 3).
2.5. В изломе чушек баббит должен быть однородным, без окислов, шлака и других инородных включений.
2.6. Назначение баббитов и условия применения приведены в приложении 1.
2.7. Физико-механические свойства приведены в приложении 2.
2а. ТРЕБОВАНИЯ БЕЗОПАСНОСТИ
2а.1. Использование баббитов может сопровождаться выделением токсичных веществ: сурьмы и свинца. В соответствии с ГОСТ 12.1.007 свинец относится к веществам I класса опасности, сурьма — II класса опасности.
2а.2. Действие свинца на организм человека заключается в поражении нервной системы, крови, сосудов. Сурьма вызывает раздражение слизистых дыхательных путей и пищеварительного тракта, кожных покровов.
2а.3. Предельно допустимая концентрация свинца в воздухе рабочей зоны согласно ГОСТ 12.1.005 — 0,01/0,005 мг/м 3 , сурьмы — 0,5/0,2 мг/м 3 .
2а.4. Концентрацию вредных веществ в воздухе рабочей зоны определяют по методике, соответствующей требованиям ГОСТ 12.1.016.
2а.5. Работы с баббитами необходимо выполнять в респираторе типа «Лепесток» по ГОСТ 12.4.028, в сухой спецодежде: костюмах по ГОСТ 12.4.044 или ГОСТ 12.4.045, кожаной обуви по ГОСТ 12.4.032 или валяной обуви по ГОСТ 12.4.050 и средствах индивидуальной защиты: рукавицах по ГОСТ 12.4.010, защитных щитках по ГОСТ 12.4.023.
2а.3 — 2а.5. (Измененная редакция, Изм. № 6).
2а.6. Погрузочно-разгрузочные работы должны осуществляться по ГОСТ 12.3.009.
(Введен дополнительно, Изм. № 3).
3. ПРАВИЛА ПРИЕМКИ
3.1. Баббиты принимают партиями. Партия должна состоять из баббита одной марки и одной плавки и должна быть оформлена одним документом о качестве, содержащим:
товарный знак или наименование и товарный знак предприятия-изготовителя;
наименование продукции и ее марку;
массу нетто в килограммах;
обозначение настоящего стандарта.
3.2. Внешнему контролю поверхности подвергают каждый слиток партии.
3.1; 3.2. (Измененная редакция, Изм. № 3).
3.3. Размеры чушек баббитов не контролируются.
(Измененная редакция, Изм. № 2).
3.4. Для контроля химического состава баббита отбирают три чушки от партии. Допускается отбор проб от жидкого металла.
(Измененная редакция, Изм. № 3).
3.5. Для контроля однородности баббита в изломе от каждой партии отбирают две чушки.
3.6. При получении неудовлетворительных результатов проверки химического состава и однородности баббита в изломе чушки проводят повторную проверку на удвоенной выборке, взятой от той же партии.
Результаты повторных испытаний распространяются на всю партию.
(Измененная редакция, Изм. № 3).
4. МЕТОДЫ ИСПЫТАНИЙ
4.1. Контроль поверхности чушек производят невооруженным глазом.
4.2. Пробу для определения химического состава баббита на предприятии-изготовителе отбирают от жидкого металла путем отливки трех чушек: в начале, середине и конце плавки.
4.3. Общую пробу отбирают распиловкой либо фрезерованием каждой отобранной для анализа чушки в трех местах: посередине и на расстоянии 0,20 длины чушки от ее концов.
Чушки фрезеруют по сечению или распиливают перпендикулярно к длине до середины.
Пробу для спектрального анализа отбирают от жидкого металла в виде отлитых стержней диаметром 8 мм, длиной 75 мм. Пробу для рентгеноспектрального анализа отбирают от жидкого металла в виде слитков, имеющих форму усеченного конуса диаметрами 42 и 60 мм и высотой 15 мм.
(Измененная редакция, Изм. № 3).
4.4. Пробу для определения равномерности распределения меди и сурьмы в баббитах всех марок, а также кадмия и никеля в баббитах марок Б88 и БН отбирают от опилок, полученных от каждой чушки, отобранной от партии, и очищенных магнитом от механических примесей железа.
(Измененная редакция, Изм. № 3, 6).
4.5. Пробу для контроля химического состава массой около 200 г отбирают квартованием смешанных от трех чушек опилок.
4.6. Определение химического состава баббитов должно проводиться по ГОСТ 21877.0 — ГОСТ 21877.11.
Допускается определение химического состава другими методами, аттестованными по ГОСТ 8.010*. При разногласиях в оценке химического состава его анализ проводят по ГОСТ 21877.0 — ГОСТ 21877.2; ГОСТ 21877.3, разд. 2; ГОСТ 21877.4; ГОСТ 21877.5; ГОСТ 21877.6, разд. 3; ГОСТ 21877.7; ГОСТ 21877.8, разд. 2; ГОСТ 21877.9, разд. 2; ГОСТ 21877.10, разд. 2; ГОСТ 21877.11.
* На территории Российской Федерации действует ГОСТ Р 8.563-96.
(Измененная редакция, Изм. № 7).
4.7. Для проверки однородности баббита в изломе чушки надрубают или надрезают ближе к середине по максимальной высоте чушки и затем разламывают. Однородность в изломе определяется визуально без применения увеличительных средств.
(Измененная редакция, Изм. № 3).
5. МАРКИРОВКА, ТРАНСПОРТИРОВАНИЕ И ХРАНЕНИЕ
5.1. На каждую чушку баббита наносится номер плавки. На каждой доле чушки баббита отливают или выбивают марку баббита и товарный знак предприятия-изготовителя.
(Измененная редакция, Изм. № 3).
5.2. Чушки баббитов транспортируют в универсальных контейнерах или формируют в транспортные пакеты по ГОСТ 26663.
Пакеты из чушек баббитов марок Б16, БН, БС6 формируют на деревянных поддонах размером 500 × 1200 мм или на поддонах П2 размером 800 × 1200 мм по ГОСТ 9078, или без поддона. Пакеты из чушек баббитов марок Б88, Б83, Б83С формируют без поддона на четырех чушках баббита. Пакеты обвязывают стальной лентой размером не менее 0,3 × 30 мм по ГОСТ 3560 со скреплением ленты в замок. Допускается обвязывать пакеты проволокой диаметром 6 — 8 мм по ГОСТ 3282 со скреплением закруткой.
Габаритные размеры пакетов из чушек баббитов марок Б88, Б83, Б83С — не более 800 × 420 × 750 мм, баббитов марок Б16, БН, БС6 — не более 1200 × 500 × 700 мм. Масса брутто пакета должна быть не более 1350 кг.
(Измененная редакция, Изм. № 4, 6, 7).
5.2а. Транспортная маркировка — по ГОСТ 14192.
(Введен дополнительно, Изм. № 3).
5.3. Баббиты транспортируют транспортом всех видов в крытых транспортных средствах в соответствии с правилами перевозки грузов, действующими на транспорте данного вида, и условиями погрузки и крепления грузов, утвержденными МПС СССР.
(Измененная редакция, Изм. № 3, 4).
5.4. Баббиты должны храниться в закрытых, вентилируемых помещениях.
6. ГАРАНТИИ ИЗГОТОВИТЕЛЯ
6.2. Изготовитель гарантирует соответствие баббита требованиям настоящего стандарта при соблюдении потребителем условий хранения.
(Измененная редакция, Изм. № 5).
6.3. Гарантийный срок хранения устанавливается один год со времени изготовления баббита.
Источник