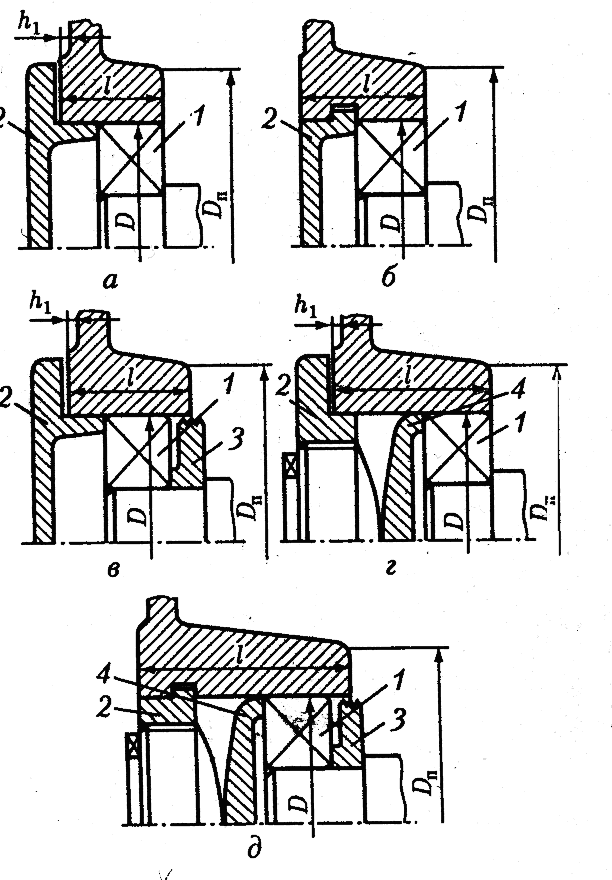
Форма крышки зависит от конструкции опоры вала. Чаще всего торец вала не выступает за пределы подшипника.
Поэтому наружная поверхность крышки — плоская (рис. 7.2, а — б). Если торец вала выступает за пределы подшипника, то крышку выполняют по рис. 7.2, г.
Чтобы поверхность фланца крышки и торца корпуса сопрягались по плоскости, на цилиндрической центрирующей поверхности перед торцом фланца делают канавку шириной Ь. Размеры канавки приведены в табл. 6.9.
Положение крышки при сборке определяется ее фланцем. Поэтому поясок с центрирующей цилиндрической поверхностью делают небольшим, чтобы он не мешал установке крышки по торцу корпуса. Обычно принимают /^0,55, где В—ширина наружного кольца подшипника.
Поля допусков диаметра центрирующего пояска приведены на рис. 7.2, α — г. Если в крышку подшипника встроено манжетное уплотнение, как это показано на рис. 7.2, в, то допуск на центрирующий диаметр ужесточают.
Определяющим при конструировании крышки является диаметр отверстия в корпусе под подшипник. Толщину стенки δ, диаметр d и число ζ винтов крепления крышки к корпусу в зависимости от этого параметра принимают по табл. 7.3 (размеры в мм).
В варианте, показанном на рис. 7.2, б, крепление крышки осуществляют винтами с цилиндрическими головками, поставленными «впотай». В последнее время широкое распространение получают винты с цилиндрической головкой и шестигранным углублением «под ключ».
Во всех других вариантах, показанных на рис. 7.2, а, в, г, крепление крышки осуществляется болтами.
Поверхность крышки под головками крепежных винтов необходимо обрабатывать. Обрабатывают непосредственно те места, на которые опираются головки винтов (рис. 7.2, а, б), или весь поясок на торце в зоне расположения головок винтов (рис. 7.2, в, г). С точки зрения точности и быстроты предпочтительнее токарная обработка (рис. 7.2, в, г), чем обработка опорных поверхностей на сверлильном станке. Размеры других конструктивных элементов крышки, показанных на рис. 7.2, а, б, можно принимать:
толщину фланца при креплении крышки болтами & 1,25;
толщину фланца (рис. 7.2, б) при креплении крышки винтами с цилиндрическими головками, поставленными «впотай», δ3 « Н+0,8 δ ;
толщину центрирующего пояска δ2 = (0,9 . 1,0)5; диаметр фланца крышки Ζ)φ = D + f 4,0. 4,4) d ; расстояние от поверхности отверстия под подшипник до оси крепежного винта C^d, где d —диаметр винта (см. табл. 7.3).
Источник
Крепление стаканов и крышек подшипников
В крышках кроме отверстий для крепежных винтов часто предусматривают два диаметрально расположенных резьбовых отверстия под отжимные винты для удобства разборки узла. При помощи винтов, ввертываемых в эти отверстия, крышки можно легко снять с корпусной детали.
В коробках скоростей не допускают, чтобы головки винтов выступали над поверхностью детали, которыми она крепится.
Это обусловливается требованиями техники безопасности, удобством ухода за станком и стремлением создать наилучший внешний вид узла. По этим причинам крышки подшипников крепятся к корпусу винтами с цилиндрическими головками, утопленными во фланце (крепление впотай). Крышки, не воспринимающие нагрузки, допускается изготовлять из пластмассы.
1. Определение необходимой длины винта и глубины резьбового отверстия
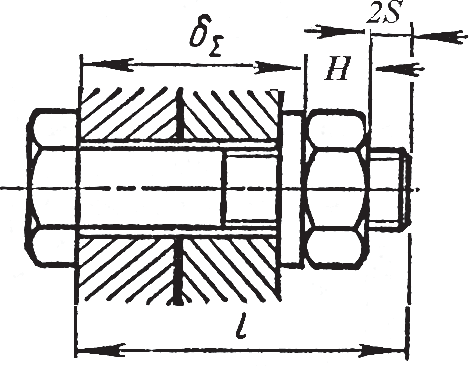
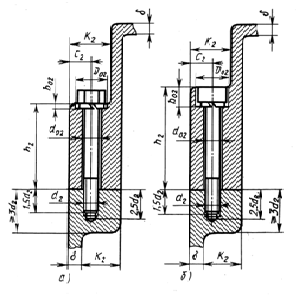
Стаканы совместно с крышками подшипников или отдельно крышки подшипников обычно крепятся к корпусным деталям болтами с шестигранной головкой или винтами с цилиндрической головкой впотай.
Длину резьбы винтов и глубину нарезания резьбы в отверстиях определяют с учетом сбегов и недорезов резьбы.
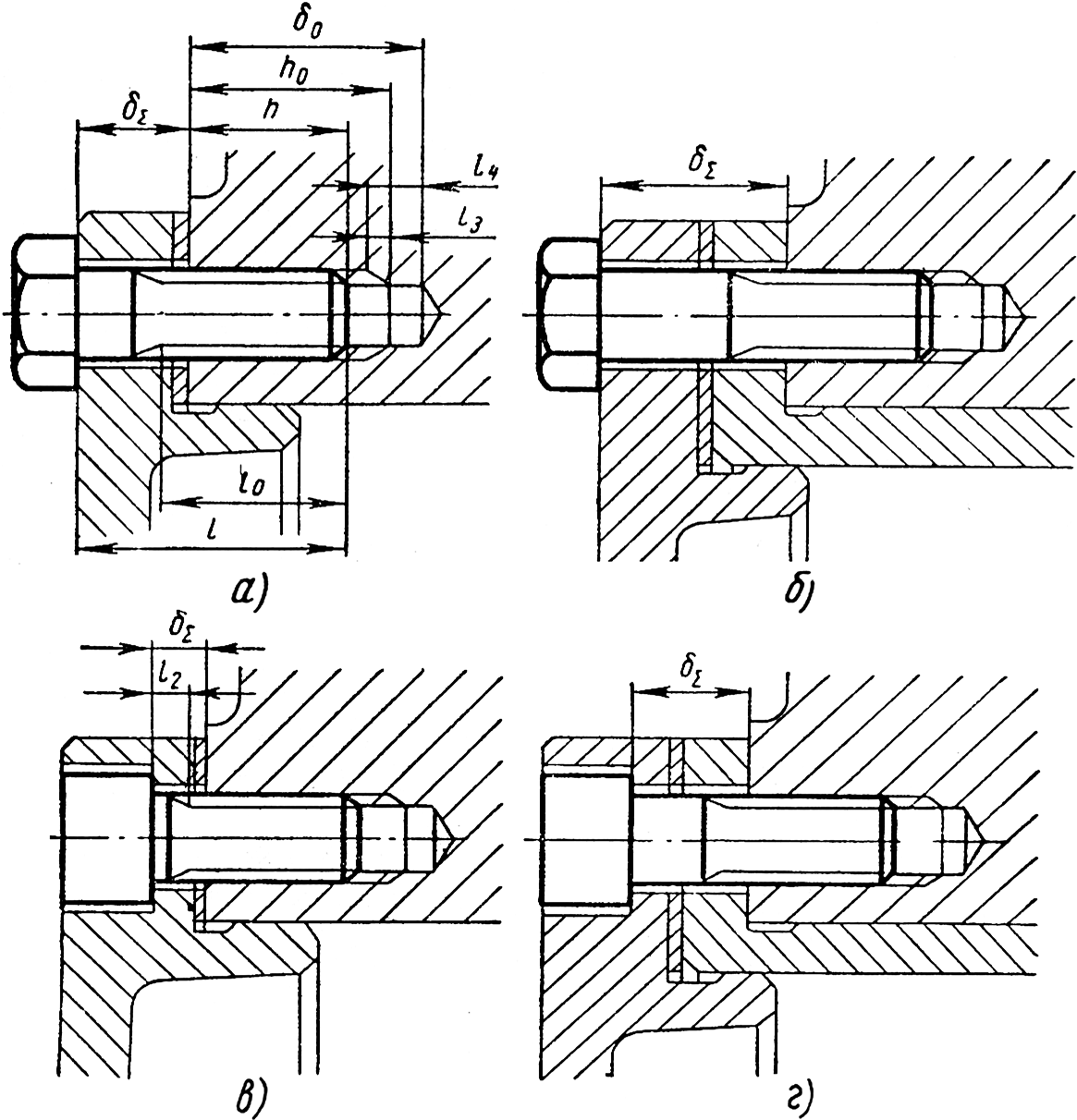
На стержне винта недорез резьбы образуется в результате того, что при нарезании резьбы плашка упирается в головку винта и в результате резьба получается недорезанной на величину l2 (рис. 1, в), в которую включается 1…2 витка резьбы с неполным профилем – сбег.
Рис. 1. Крепление крышек подшипников (а, в) и крепление крышек подшипников со стаканами (б, г) к корпусным деталям
При нарезании резьбы в несквозном отверстии корпуса метчик не сможет нарезать резьбу до дна отверстия потому, что у метчика передняя часть выполнена конусом со срезанными нитками резьбы для захода в отверстие. В результате при достижении метчиком дна отверстия часть его будет без резьбы – недорез l4, который будет включать часть с неполной резьбой – сбег l3 (рис. 1, а). Величина недореза и сбега в отверстии в зависимости от шага резьбы приведена в табл. 2.
2. Размеры винта
1. Для обеспечения прочности соединения экспертно установлена зависимость необходимой проектной глубины hпр завинчивания в тело корпусной детали от диаметра стержня винта:
где kd=h/d – относительная глубина завинчивания, которую принимают по табл. 1; d – диаметр винта.
Таблица 1. Глубина завинчивания винта в корпусную деталь
сталь (σв , Н/мм 2 )
Величина kd при материале корпуса
сталь
дюралюминий
бронза
чугун
силумин
400…500
0,8…0,9
0,8…0,9
1,2…1,3
1,3…1,4
1,4…2,0
900…1000
1,6…2,0
1,6…2,0
1,8…2,2
2,0…2,5
2,0…2,5
2. Находят проектную, предварительную, длину стержня винта:
где δΣ – суммарная толщина прикрепляемых к корпусу деталей, которая зависит от типа винта, наличия и типа стакана и
Расчетное значение lпр округляют в большую сторону до стандартного для данного типа и размера винта и получают фактическую длину винта – l.
3. Уточняют значение глубины завинчивания винта:
4. Проверяют достаточность резьбы на винте по условию:
где l0 – длина нарезанной части винта, которую принимают по таблице для соответствующего винта; S – шаг резьбы; l2 – недорез (учитываемый при l0 ≈ l) (рис. 1, в).
Значения l2 принимают по табл. 2.
5. Определяют глубину нарезания резьбы в корпусе (рис. 1, а):
где l3 – сбег резьбы, принимают по табл. 2.
Таблица 2. Сбеги и недорезы резьбы, мм
Шаг резьбы, S
Винт
Отверстие
недорез
сбег
недорез
l2
l3
l4
1,0
3,0
2,7
4,0
1,25
4,0
3,3
5,0
1,5
4,0
4,0
6,0
1,75
4,0
4,7
7,0
2,0
5,0
5,5
8,0
2,5
6,0
7,0
10,0
Рис. 2. Определение необходимой длины болта для скрепления деталей
Расчетное значение h0пр округляют в большую сторону до стандартного значения h0.
Определяют глубину сверления под резьбу:
Расчетное значение δ0пр округляют в большую сторону до стандартного значения δ0.
При применении шпильки или болта с гайкой для скрепления деталей (рис. 2) расчет выполняется аналогично расчету для винта с уточнением:
где l – длина стержня болта; δΣ – суммарная толщина скрепляемых деталей; S – шаг резьбы.
Выступающая часть болта или шпильки над гайкой должна быть не более двух шагов резьбы.
Источник
Конструирование элементов корпус
2.3.1.Конструктивное оформление приливов для подшипниковых гнезд. Приливы, в которых располагают подшипники, конструктивно оформляют по рис.2.23.
Диаметры прилива принимают (мм):
для закладной крышки (рис.2.24,б) – Dп = 1,25 D +10 мм;
где D –наружный диаметр подшипника
Dф –диаметр фланца крышки подшипника
где d = d6 –диаметр болтов крепления крышки к корпусу
Диаметр и число винтов для крепления привертных крышек см. на стр…. Отверстия под винты обычно сверлят на станках при раздельной механической обработке корпуса и крышки. Поэтому нельзя проектировать отверстия в стыке крышки с корпусом, так как они могут быть выполнены только после сборки, что очень неудобно. Кроме того при затяжке болтов действуют силы, отжимающие крышку от корпуса.
Рис.2.23.Конструктивное оформление приливов под подшипники
Длину подшипниковых гнезд l (рис.2.24) определяют конструктивно. Она зависит от размеров устанавливаемых в гнезде деталей: ширины подшипника 1, высоты крышки 2, толщины кольца 3, осевого размера гайки 4. А так как размеры и конструкций разных опор различны, то длина подшипниковых гнезд различна.
Для удобства обработки наружные торцы приливов всех подшипниковых гнезд, расположенных на одной стенке корпуса, должны лежать в одной плоскости.
Рис.2.24.Оформление подшипниковых гнезд
2.3.2.Крепление крышки редуктора к корпусу.Для соединения крышки с корпусом используют болты (рис.2.25). Фланец, на котором устанавливаются болты, расположен в месте установки стяжных подшипниковых болтов на продольных длинных сторонах корпуса: в крышке – наружу от ее стенки, в основании – внутрь от стенки.
Подшипниковые стяжные винты ставят ближе к отверстию под подшипник.
d2 = dD ≈2dC2 -1,05 dK2= 2,35 dd02= d2 +1 h2 = h / — выполняется одинаковым по всей длине (рис.2.23)
Рис.2.25.Фланец подшипниковой бобышки с креплением винтами
Фундаментный фланец основания корпуса(рис.2.26) предназначен для крепления редуктора к раме. Проектируемые редукторы крепятся к раме болтами, расположенными в нишах корпуса. Размеры нищ даны на ри.2.26 и 2.27. Форма ниши угловая (рис.2.26) или боковая (рис.2.27) определяется размерами, формой корпуса и расположением мест крепления. По возможности корпус крепится к раме (плите) болтами снизу (рис.2.28), что исключает необходимость конструирование ниши.
Рис.2.26. Угловая ниша фундаментного фланца
d 1= dф =1,25 dd –диаметр болта крепления крышки к корпусу h1 = 1,5 dфh 01 =(2,0…2,5) dh0 =(2,0…2,5) dфC1 =1,1 dфK1= C1 +1,2 dф Количество болтов z крепления редуктора к раме (плите) принимается в зависимости от межосевого расстояния тихоходной пары: z = 4 при аw ≤ 315 мм; z = 6 при 315≤ аw ≤ 710 мм;
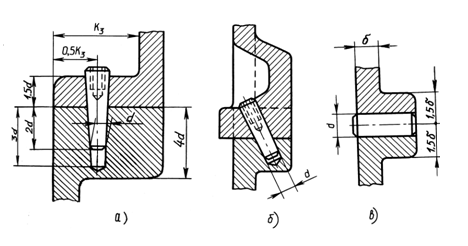
2.3.3.Установочные штифты(рис.2.29). Расточку отверстий под подшипники в крышке и корпусе производят в сборе. Перед расточкой отверстий в этом соединении устанавливают два фиксирующих штифта на возможно большем расстоянии друг от друга для фиксации относительного положения крышки корпуса и основания при последующих сборках. Фиксирующие конические штифты располагают вертикально или наклонно в зависимости от конструкции фланца (рис.2.29, а, б). там где невозможно применение конических штифтов, встык соединения ставят со стороны каждой стенки по одному цилиндрическому штифту, горизонтальному (рис. 2.29, в) или вертикальному.
а – коническими вертикальными; в – коническими под углом; в –цилиндрическими горизонтальными
Диаметр штифта d = (0,7…0,8) d, где d — диаметр соединительного болта (рис.2.25).
Размеры штифтов приведены в приложении П1 табл.3 и табл.4
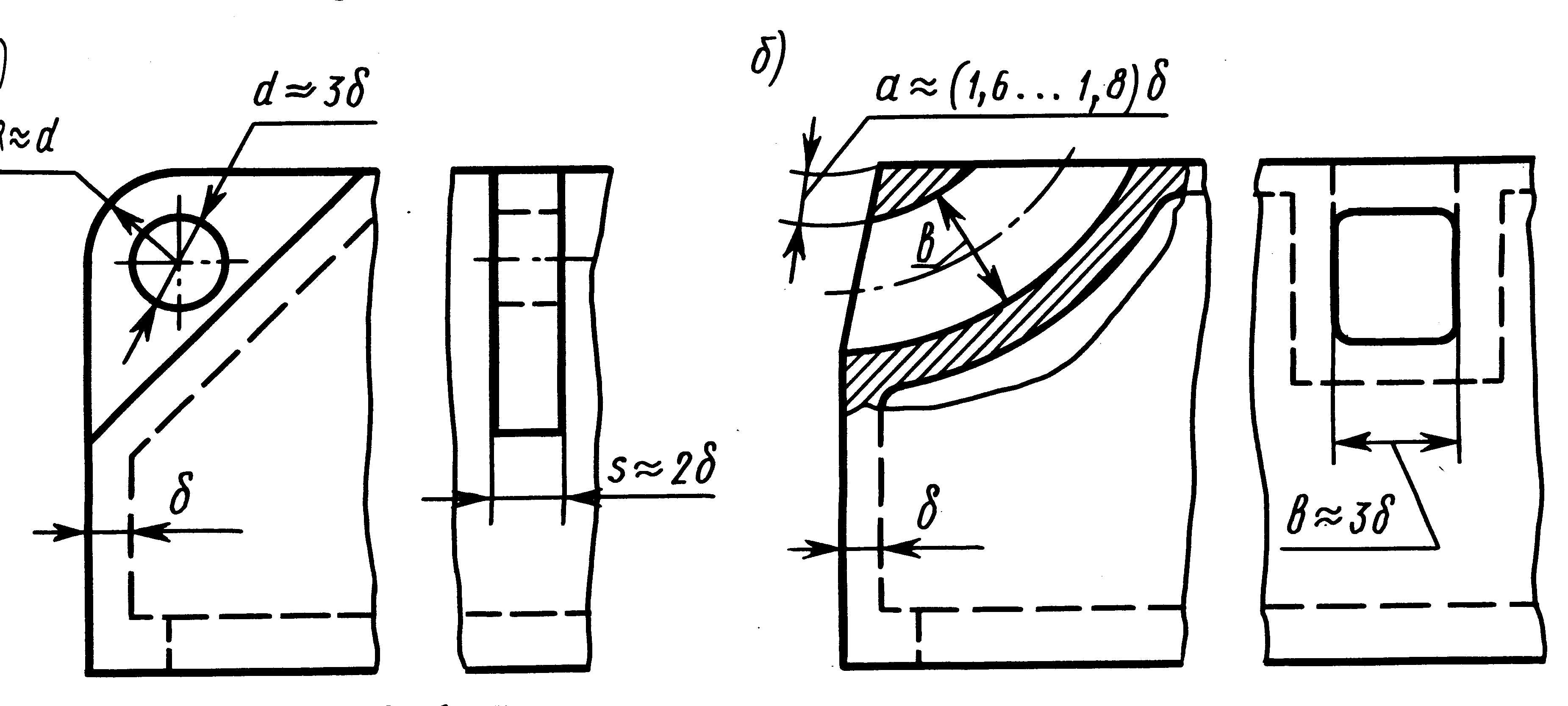
Проушины делают для подъема и транспортировки крышки корпуса и собранного редуктора и отливают их заодно с крышкой (рис.2.30). По варианту рис.2.30, а проушина выполнена в виде ребра с отверстием, по варианту рис.2.30, б — в виде сквозного отверстия в корпусе. Выбор конструкции проушины зависит от размеров и формы крышки корпуса.
Рис.2.30.Проушины для подъема редуктора в виде:
а – ребер с отверстиями; б – сквозное отверстие в корпусе
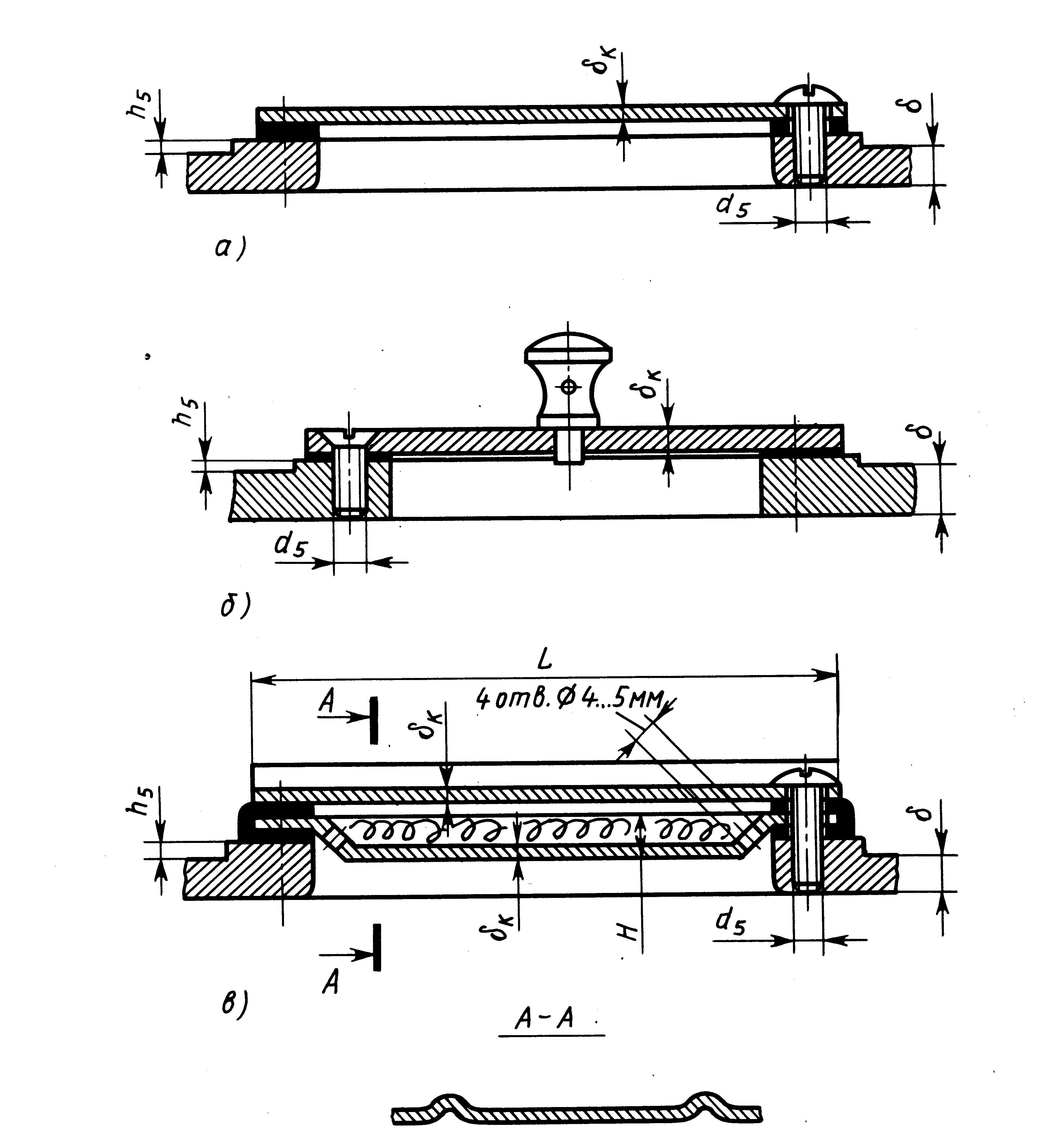
2.3.4.Фланец для крышки смотрового окна (рис.2.31).Размер фланца, количество винтов n и расстояние между ними L устанавливают конструктивно в зависимости от места расположения окна и размеров крышки; высота фланца h5 = 3…5 мм.
Смотровой люк служит для контроля сборки и осмотра редуктора при эксплуатации. Для удобства осмотра его располагают на верхней крышке корпуса , что позволяет также использовать люк для заливки масла. В червячных редукторах с верхним или боковым расположением червяка люк целесообразно расположить в одной из боковых сторон корпуса для наблюдения за регулированием зацепления. Смотровой люк делают прямоугольной формы, реже круглой.
Люк закрывают крышкой(рис.2.17). Широко применяют стальные крышки из листов (рис.2.28), толщиной δк ≤ 2мм. Для того чтобы внутрь корпуса не попадала пыль, под крышку ставят уплотняющие прокладки из картона (толщиной 1…1,5 мм) или полосы из резины (толщиной 2…3 мм). Если с такой крышкой совмещена пробка отдушина, то ее приваривают к ней или прикрепляют развальцовкой (см. рис.2.29, б). На рис.2.29,в приведена крышка, совмещенная с отдушиной. Высота внутренней штампованной крышки Н ≤ 0,1 L (L –длина крышки). В ней пробиты два – четыре отверстия диаметром 4…5 мм. Наружная крышка — плоская. Вдоль длинной ее стороны выдавлены 2 – 3 гребня (сеч. А –А), через которые внутренняя полость редуктора сообщена с внешней средой пространство внутренней и внешней крышками заполнено фильтром из медной проволоки для синтетических нитей.
Если смотровой люк отсутствует или расположен в боковой стенке корпуса, то в верхней плоскости крышки корпуса предусматривают отверстие под отдушину.
Отверстия под маслоуказатель и сливную пробку.Оба отверстия желательно располагать рядом на одной стороне основания корпуса в доступных местах. Нижняя кромка сливного отверстия должна быть на уровне днища или несколько ниже него. Дно желательно делать с уклоном в сторону отверстия на 1..2 0 . Отверстие под маслоуказатель должно располагаться на высоте, достаточной для замера верхнего и нижнего уровня масла. Форма и размеры отверстий зависит от типа выбранного маслоуказателя и сливной пробки (см. рис. 2.32 — 2.35). Толщина крышки
где δ толщина стенки корпуса
Рис 2.31.Крышка люка редуктора: а— из стального листа, б –с ручкой – отдушиной, в – штамповка с отдушиной и фильтром






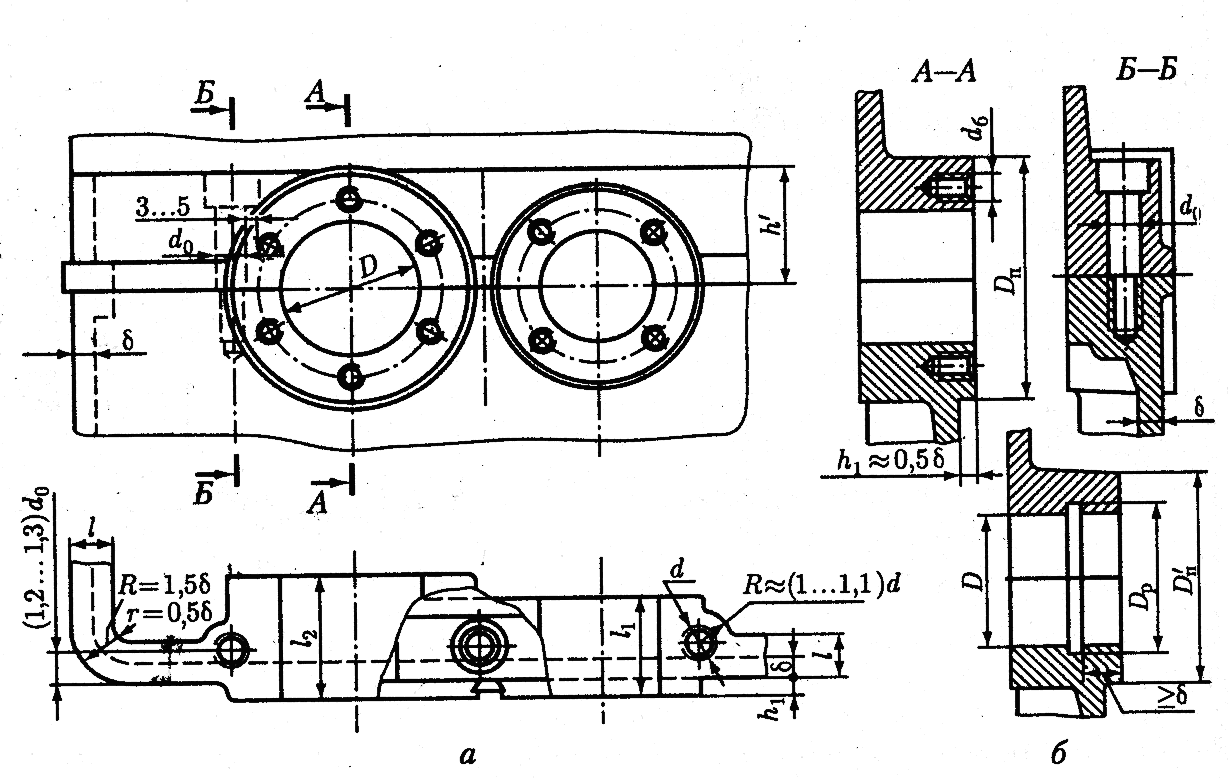

 d2 = d D ≈2d C2 -1,05 d K2= 2,35 d d02 = d2 +1 h2 = h / — выполняется одинаковым по всей длине (рис.2.23)
d2 = d D ≈2d C2 -1,05 d K2= 2,35 d d02 = d2 +1 h2 = h / — выполняется одинаковым по всей длине (рис.2.23)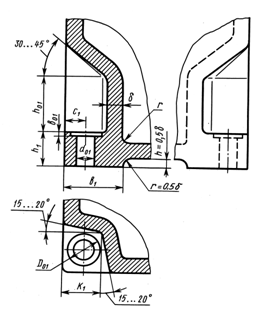 Рис.2.26. Угловая ниша фундаментного фланца
Рис.2.26. Угловая ниша фундаментного фланца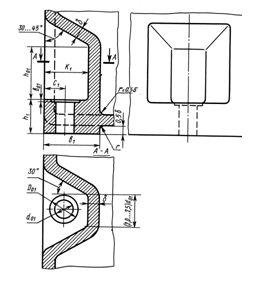 в1 = 2,4 dф +δ К1 ≈ 2С1 Рис.2.27.Боковая ниша фундаментного фланца
в1 = 2,4 dф +δ К1 ≈ 2С1 Рис.2.27.Боковая ниша фундаментного фланца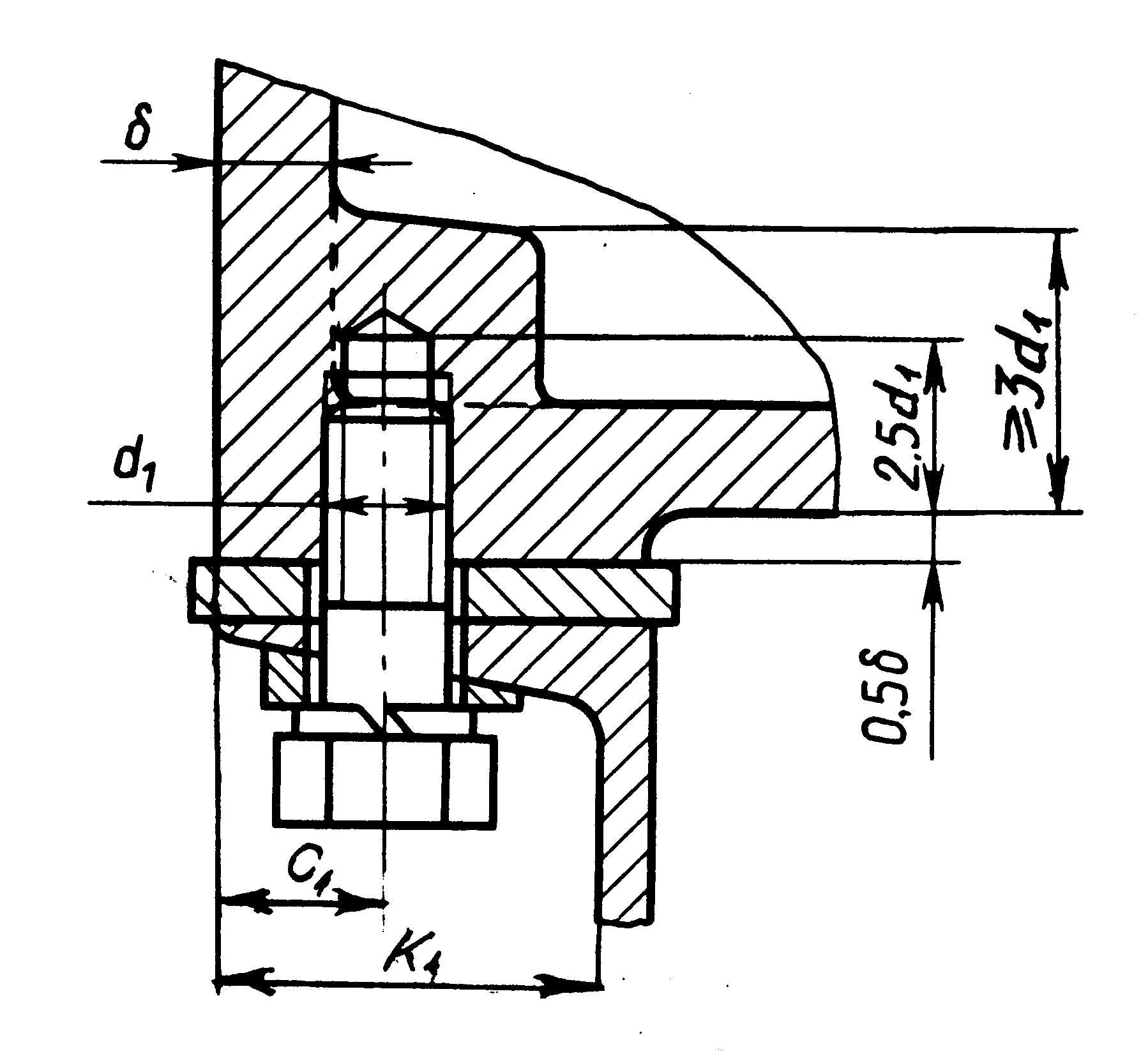 Рис.2.28.Вариант крепления фундаментного фланца
Рис.2.28.Вариант крепления фундаментного фланца