СТД-9А, СТД-9АН Ножницы гильотинные с наклонным ножом для листового металла
Схемы, описание, характеристики


Сведения о производителе ножниц гильотинных СТД-9А
На сегодняшний день выпускается две модификации гильотинных ножниц: СТД-9АН и НК3421.
Станки, выпускаемые Пинским заводом литейных и кузнечно-прессовых автоматических линий Кузлитмаш
СТД-9А Ножницы гильотинные кривошипные с прямым ходом верхнего ножа. Назначение и область применения
Ножницы гильотинные с наклонным ножом СТД-9А, СТД-9АН предназначены для резки листовой и профильной стали обыкновенного качества и углеродистой качественной конструкционной с временным сопротивлением σв ≤ 500 МПа (50 кгс/мм) толщиной до 4 или 6 мм (в зависимости от модели).
Ножницы гильотинные СТД-9А механические с наклонным ножом для листового металла предназначены для продольной и поперечной резки листового материала.
Ножницы СТД-9А Выполнены с верхним приводом и с прямым ходом верхнего ножа, могут быть использованы в заготовительных участках или цехах предприятий, изготавливающих изделия промышленной вентиляции, а также на других предприятиях, где требуется резка листового материала. Ножницы имеют климатическое исполнение УХЛ4 по ГОСТ 15150-69 и предназначена для эксплуатации в помещениях с температурой воздуха от плюс 5° С до плюс 35° С, относительной влажности не более 80% при температуре плюс 25° С
За один ход ножевой балки происходит отрезка полосы длиной:
- СТД9А.4х2500 — не более 2500 мм
- СТД9А.6х2000 — не более 2000 мм
- СТД9А.6х2500 — не более 2500 мм
Толщина разрезаемого листа:
- СТД9А.4х2500 — не более 4 мм
- СТД9А.6х2000 — не более 6,3 мм
- СТД9А.6х2500 — не более 6,3 мм
За один ход ножевой балки происходит отрезка полосы длиной:
- СТД9АН.4х2500 — не более 2500 мм
- СТД9АН.6,3х2000 — не более 2000 мм
- СТД9АН.6,3х2500 — не более 2500 мм
Толщина разрезаемого листа:
- СТД9АН.4х2500 — не более 4 мм
- СТД9АН.6,3х2000 — не более 6,3 мм
- СТД9АН.6,3х2500 — не более 6,3 мм
Разрезание листов на заготовки производится с использованием заднего упора, а также по разметке.
При резке листового материала с пределом прочности больше или меньше 500 МПа для расчета максимальной толщины реза НЕОБХОДИМО ПОЛЬЗОВАТЬСЯ ФОРМУЛОЙ, УКАЗАННОЙ В РАЗДЕЛЕ «РЕГУЛИРОВАНИЕ» , при этом твердость разрезаемого материала не должна превышать 36 единиц Роквелла по шкале «С».
Основное отличие гильотинных ножниц СТД9АН от ножниц СТД-9А — встроенный пульт управления.
Гильотинные ножницы. Общие сведения
Синонимы: ножницы гильотинные, ножницы листовые, ножницы механические, ножницы кривошипные, ножницы гидравлические, shears for sheet metal working, guillotine shears, crank shears.
Принцип работы схож с гильотиной, поэтому станок получил такое название.
Гильотинные ножницы — ножницы с наклонным ножом предназначены для прямолинейной продольной и поперечной резки листового металла различной толщины с высокой точностью. На гильотинных ножницах может производиться резка листов, как по разметке, так и без нее — по заднему или боковому упорам.
Для высокоточных работ на гильотинные ножницы зачастую устанавливают задние линейки.
Листовые гильотинные ножницы позволяют получать точный срез без повреждения металла, без вмятин и зазубрин, зачастую позволяя сохранить ровное лакокрасочное покрытие на местах реза.
Автоматизированные установки помогают осуществлять регулировку величины зазора между ножами, в зависимости от толщины материала и усилия прижима, значительно облегчая при этом работу оператора.
В зависимости от типа привода верхнего ножа гильотинные ножницы бывают:
- механическими (кривошипными)
- гидравлическими
Гидравлические гильотинные ножницы являются наиболее мощными, длина реза у них достигает 8 и более метров, толщина разрезаемого материала — до 60 миллиметров.
Гильотинные ножницы с механическим приводом во многом схожи с гидравлическими ножницами, основным отличием является система привода: оба движения лезвия (и вверх и вниз) обеспечиваются кривошипным механизмом.
Ножницы с механическим приводом не обладают высокой мощностью и применяются для резки материалов максимальной толщиной 3 — 8мм. Однако скорость реза у этого класса гильотин достаточно высока – до 56 резов в минуту (для сравнения, у гидравлических ножниц количество резов варьируется от 3 до 18 в минуту).
Гильотинные ножницы различают, также, по конструкции привода верхнего ножа:
- ножницы с прямым ходом верхнего ножа
- ножницы с поворотной (качающейся) балкой — консольные
У гильотинных ножниц с прямым ходом верхнее лезвие закреплено на раме, которая за счет кривошипа или 2-х гидроцилиндров перемещается вниз по прямым направляющим, расположенным на внутренней поверхности боковых стенок машины.
У гильотинных ножниц с поворотной балкой перемещение верхнего ножа происходит за счет вращения балки вокруг центров, находящихся на боковых стенках в задней части станка. Поскольку система привода поворотной балки находится внутри корпуса машины — ножницы с поворотной балкой более компактные.
При относительно низкой стоимости ножниц с поворотной балкой, компактности и простоте их исполнения, у них все же имеется определенный недостаток: угол резки не изменяется, оставаясь равным установленному производителем, вне зависимости, режутся ли толстые или тонкие листы.
Источник
Ножницы листовые электромеханические СТД-9А

По Техническому Заданию заказчика ножницы модели СТД могут изготавливаться с шириной стола до 3150 мм, толщиной резки до 20 мм, при этом могут измениться габаритные размеры и масса ножниц. Подробное ТКП можно получить после предоставления Технического Задания.Технические изменения, существенно не влияющие на характеристики ножниц, завод-изготовитель оставляет за собой.
Технические характеристики СТД 9А
| Толщина разрезаемых листов с временным сопротивлением σвр=450МПа,мм | 6 |
| Ширина разрезаемых листов, мм | 2000 |
| Длина листа отрезанного с упором, мм | 500 |
| Частота ходов ножа, холостых, мин-1 | 50 |
| Ход ножа, мм | 80 |
| Число режущих кромок ножа | 4 |
| Угол наклона подвижного ножа, | 1°20′ |
| Расстояние от верхней кромки нижнего ножа до уровня пола, мм | 800 |
| Мощность электродвигателя, кВт | 7,5 |
| Длина | 2900 |
| Ширина | 1800 |
| Высота | 1940 |
| Масса, кг | 3350 |
Стандартная комплектация СТД 9А
- СТД 9А, Ножницы в сборе;
- СТД 9А.03.000Пульт управления с педалью;
- СТД 9А300.00.001 РЭ Механическая часть;
- СТД 9А.00.001 РЭ1Электрооборудование;
- СТД 9А.00.001;Технический паспорт;
- Задний упор 500мм;
- Прижим листа установлен на ножницах;
- Ножная педаль с клавишей аварийного останова.
- Светодиодная линия освещения рабочей зоны;
Дополнительные опции СТД 9А
- Угловая линейка 0-180;
- Передние удлинители стола;
- Боковой упор;
- Резиновые накладки прижима;
- Рольганг неприводной;
- Рольганг приводной;
- Тележка откатная;
- Лазерный указатель реза;
- Задний упор с УЦИ.
Ножницы гильотинные электромеханические модели СТД 9А. Вид спереди
Ножницы гильотинные электромеханические модели СТД 9А. Вид спереди

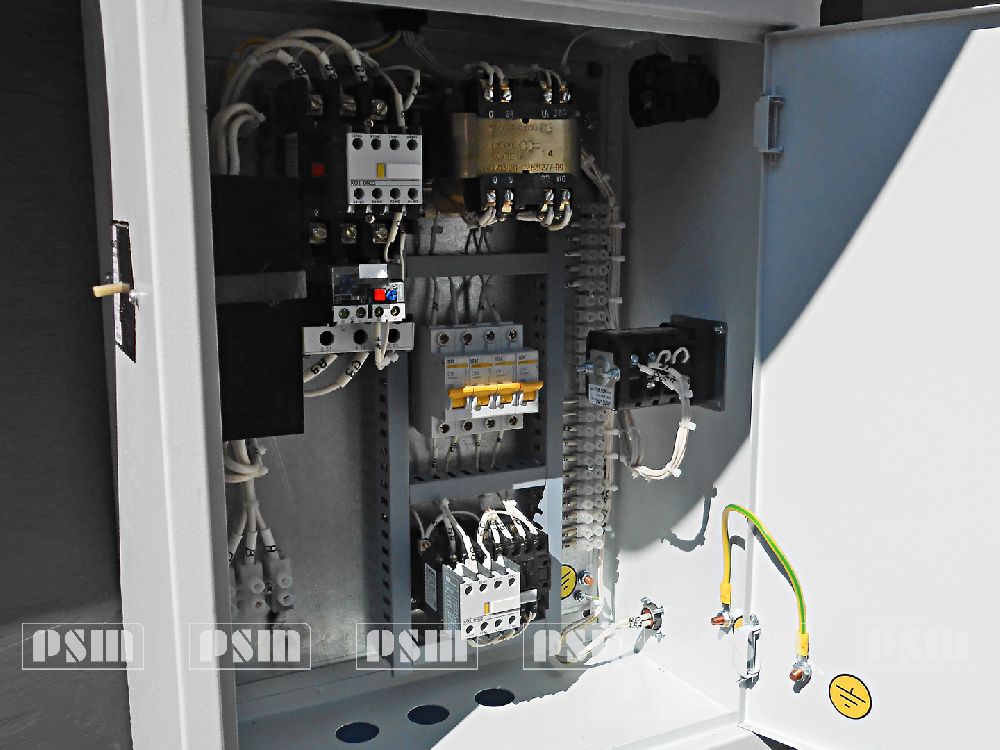
Ножницы гильотинные электромеханические модели СТД 9А. Электрошкаф
Ножницы гильотинные электромеханические модели СТД 9А. Вид сзади
Ножницы гильотинные электромеханические модели СТД 9А. Вид сзади

Ножницы гильотинные электромеханические модели СТД 9А. Распределительная коробка
Ножницы гильотинные электромеханические модели СТД 9А. Пульт управления

Ножницы гильотинные электромеханические модели СТД 9А. Вид сбоку

Гильотина электромеханическая СТД 9, СТД-9А. Ножницы гильотинные механические с наклонным ножом предназначены для резки листового материала. Могут быть использованы на заготовительных участках или в цехах предприятий, выпускающих изделия промышленной вентиляции, а также там, где требуется резка листового материала.
Конструкция механизма имеет ряд преимуществ:
- не требует подводки воздуха или гидравлики.
- резка осуществляется при установки величины зазора между ножами и усилия прижима пропорционально усилию резания в зависимости от толщины металла;
- механизм имеет единичные и автоматические ходы;
- работа на механизме может осуществляться при помощи пульта управления или при помощи переносной педали;
- наличие надежной системы защиты от травматизма; За один ход ножевой балки происходит отрезка полосы длиной не более 2000. Разрезание листов производится с использование заднего упора, а также по разметке.
ножницы гильотинные кривошипные СТД9А
Основные узлы и механизмы ножниц гильотинных кривошипных СТД9А
- станина
- балка ножевая
- редуктор
- муфта включения
- тормоз
- упор задний
- уравновешиватель
- ограждение
- электрооборудование
- привод
- упор боковой
- педаль электрическая
Комплект поставки ножницы гильотинные кривошипные СТД9А
Руководство по эксплуатации (паспорт)
Устройство ножниц гильотинных кривошипных СТД9А
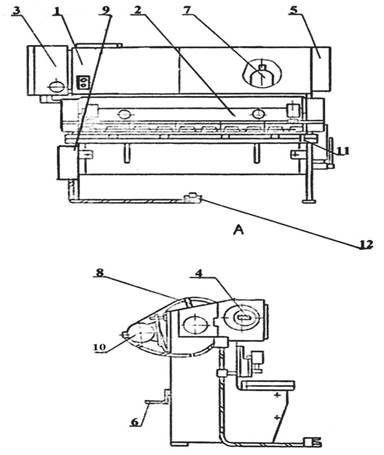
Станина кривошипных ножниц СТД9А
Станина ножниц гильотинных кривошипных СТД9А конструкционно состоит из двух боковин (1, 2), соединенных двумя сварными стяжками (3, 4), и траверсой – подвижным столом (6) с комплектом ножей (10).
Сверху на боковинах установлены буксы (7) – подшипники эксцентрикового вала.
На вертикальных плоскостях боковин под углом 1 20′ расположены текстолитовые направляющие ножевой балки (8, 9).
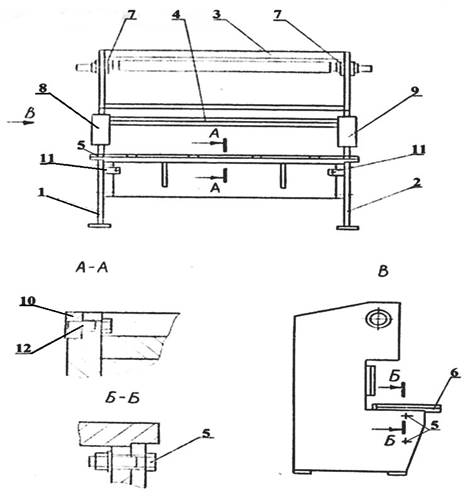
Балка ножевая кривошипных ножниц СТД9А
Ножевая балка — конструкция сварного типа, выполненная из горизонтальной и вертикальной плиты. Ползуну (1) сообщается вертикально-поступательное движение эксцентриковым валом через шатуны (2).
Чугунные направляющие (3, 4) крепятся, болтами к боковинам станины, винты (5) служат для регулировки торцевого зазора направляющих ножевой балки. В нижней ее части закреплен верхний наклонный составной нож (7).
Ножевая балка расположена под углом 1 20′ по отношению к вертикальной плоскости, что улучшает качество реза и позволяет использовать все четыре режущие кромки ножа.
Движение прижима (8) согласовано с движением ножевой балки. Величина опережения прижима относительно ножевой балки и величина зазора между столом и прижимом регулируется винтом (9).
В горизонтальной плите ножевой балки имеется два отверстия для присоединения штоков уравновешивателей.
Привод кривошипных ножниц СТД9А
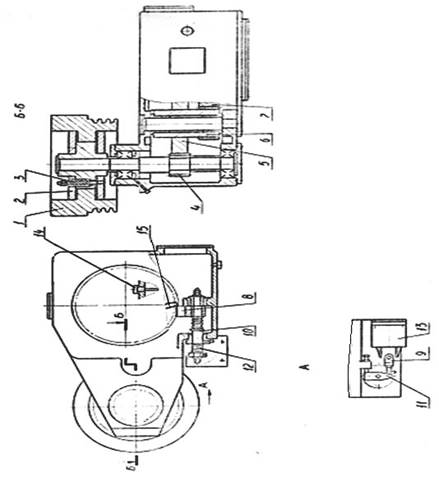
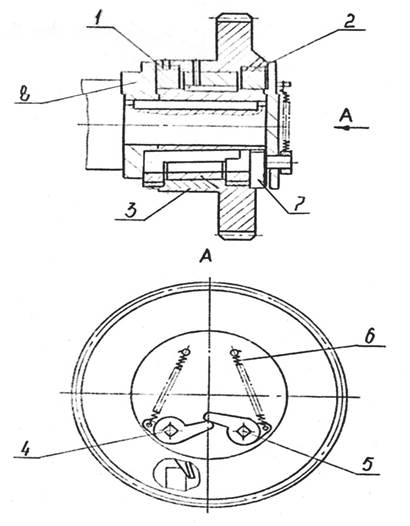
Редуктор с механизмом управления ножниц СТД9А
Привод ножниц СТД9А осуществляется от электродвигателя через клиноременную передачу и редуктор с механизмом управления на эксцентриковый вал.
В маховик (1) вмонтирована фрикционная дисковая муфта (2) для предотвращения поломки механизма при перегрузках.
Вращение от маховика на эксцентриковый вал передается через зубчатые колеса (4, 5, 6) и (7), в ступице которого вмонтирована муфта с поворотной шпонкой.
Механизм управления муфтой встроен в корпус редуктора. Для получения одиночных резов после подачи листа нажимается педаль, включается электромагнит (13). Тянущий якорь электромагнита поворачивает упор (8) и освобождает зацепляющийся с ним хвостовик (15).
Под действием пружин шпонки поворачиваются и включают эксцентриковый вал — происходит одиночный рез.
Под действием пружины (12) якорь электромагнита и упор (8) возвращаются в исходное положение, задерживая хвостовик рабочей шпонки, после чего происходит выключение муфты. Для получения повторного реза нужно отпустить педаль и нажать ее снова.
Муфта включения кривошипных ножниц СТД9А
Муфта смонтирована в ступице зубчатого колеса, со ступицей которого неподвижно связаны антифрикционные втулки (1,2) и втулка включения (3), остальные детали соединены с валом.
Поворотные шпонки (4) и (5) под воздействием пружин (6), поворачиваются и захватываются полукруглыми пазами втулки включения (3). От поворота их удерживает хвостовик рабочей шпонки (7), который упирается в упор механизма. Его включение происходит при повороте упора механизма управления по команде от электропедали.
Освобождая хвостовик (7), шпонки под действием пружин поворачиваются, соединяя эти самым зубчатое колесо с эксцентриковым валом. При включении и выключении шпонок угол поворота последних ограничивается пазом ведущей втулки (8).
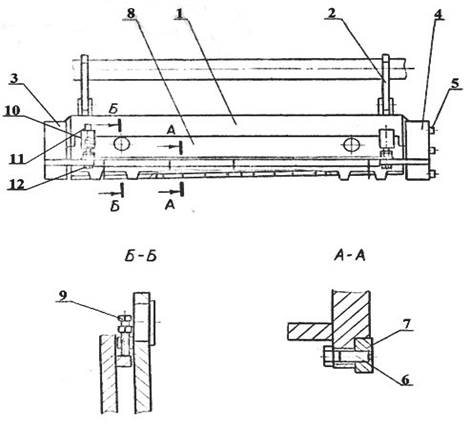
Задний упор кривошипных ножниц СТД9А
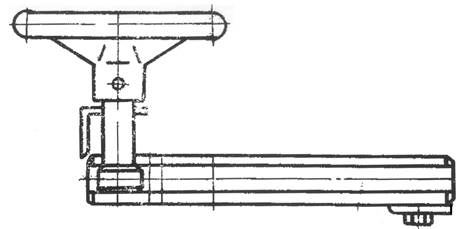
Задний упор ножниц СТД9А состоит из 2-х цилиндрических реек, перемещающихся вручную маховиком, сидящим на валу и находящимся в зацеплении с рейками. Он устанавливается с тыльной стороны ножевой балки и служит упором для листа при поперечной резке. Задний упор
Упорную линейку устанавливают на необходимое расстояние от кромки ножа посредством перемещения реек, что способствует осуществлению мерной резки листа с помощью заднего упора.
Тормоз кривошипных ножниц СТД9А
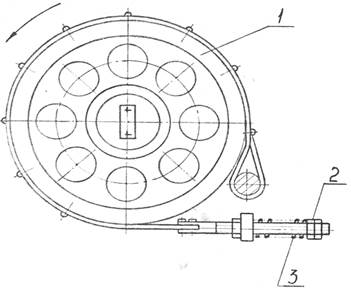
На правом конце эксцентрикового вала насажен тормоз периодического действия. Периодичность торможения осуществляется за их счет эксцентрикового расположения шкива 1 по отношению к оси эксцентрикового вала. Это торможение происходит тогда, когда балка находится в верхней положении, чем устраняется ее забегание под действием инерции. Тормоз — ленточный, величина тормозного момента регулируется гайками 2, которые зажимают пружину 3.
Уравновешиватели кривошипных ножниц СТД9А
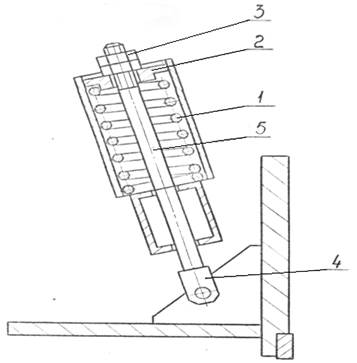
Конструкция состоит из пружины верхней, шайбы (2), штока (5), связанного с проушиной (4). Уравновешиватели установлены на промежуточную балку-стяжку станины для обеспечения плавной работы привода. Они уравновешивают ножевую балку и подвижные с ней части.
Электрооборудование ножниц кривошипных СТД9А
На лицевой стороне ножниц кривошипных СТД9А размещены: конечный выключатель – блокировка решетки; пульт управления.
Шкаф управления установлен на левой стойке станины. На его правой стенке установлены: п
Переключатель режимов работы и педаль, на левой стенке — вводный автомат.
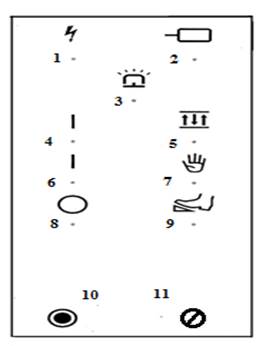
Пульт управления ножниц СТД9А
- лампочка – электросеть подключена
- лампочка – двигатель включен
- переключатель – местное освещение
- кнопка – пуск двигателя
- лампочка – автоматические циклы
- кнопка – пуск циклов (одиночных, автоматических)
- лампочка – одиночные циклы
- кнопка – стоп циклов
- лампочка – педаль
- кнопка – стоп общий
Электрическая схема ножниц СТД9А предусматривает следующие режимы:
- отключено;
- ручное управление;
- педальное управление;
- автоматический цикл.
Выбор режимов осуществляется переключателем SА, установленным на правой стенке шкафа.
Порядок установки ножниц СТД9А
Транспортирование и распаковка ножниц СТД9А
- ножницы кривошипные СТД9А поставляется в собранном виде в частичной упаковке.
- Распаковку ножниц СТД9А следует производить аккуратно, чтобы не повредить деталей распаковочным инструментом.
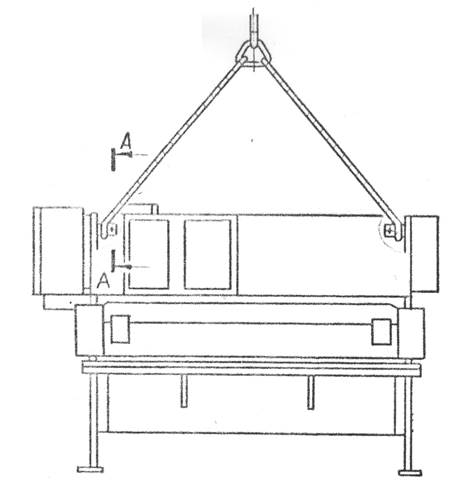
- Транспортирование ножниц СТД9А следует производить согласно схеме.
Во избежание поломки деталей ножниц СТД9А, необходимо под канат в соответствующих местах установить подкладки. .
Запрещается ставить ножницы на плоскую поверхность, поскольку маховик находится ниже уровня пола.
Расконсервация ножниц СТД9А
Расконсервация ножниц СТД9А предполагает удаление антикоррозийных покрытий деревянной лопаточкой, а затем чистыми хлопчатобумажными салфетками, смоченными бензином, уайтспиритом или керосином. После этого все неокрашенные поверхности необходимо равномерно покрыть слоем масла «Индустриальное-30» ГОСТ 20799-88 во избежание коррозии.
Монтаж ножниц гильотинных кривошипных СТД9А
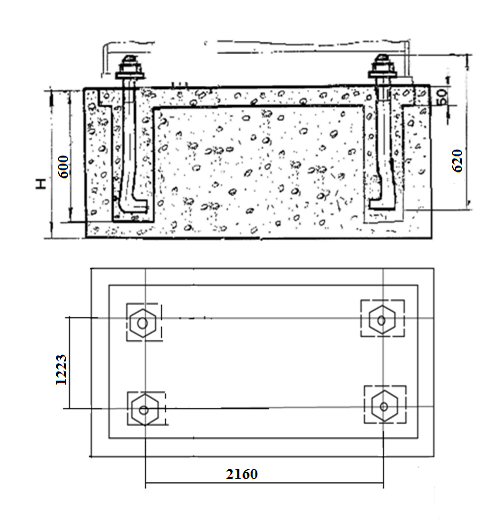
Ножницы СТД9А устанавливаются на фундаменте с бетонной площадкой и заделанными в него фундаментными болтами (фундаментные болты и другие крепежные детали в комплект поставки не входят). Его глубина принимается в зависимости от характера грунта, но не менее 800 мм.
При установке СТД9А согласно существующим нормам должны быть выдержаны расстояния до расположенного рядом оборудования и стен, а механизм для резки листа должен быть надежно заземлен.
Горизонтальность установки ножниц гильотинных кривошипных СТД9А выдерживается с помощью клиньев и проверяется уровнем, установленным на столе. Точность горизонтальной установки в поперечном и горизонтальном направлении должна быть не более 0,15мм на длине 1000мм. При эксплуатации горизонтальность проверяется не реже одного раза в месяц.
Подготовка к работе, первоначальный пуск ножниц гильотинных кривошипных СТД9А
По окончании монтажа и установки ножниц СТД9А следует проверить:
- надежность крепления всех разъемных соединений,
- наличие масла в корпусе зубчатого редуктора ножниц СТД9А и смазки всех точек механизма согласно схеме;
- свободный ход движущих частей ножниц СТД9А (маховик провернуть вручную в направлении стрелки до тех пор, пока эксцентриковый вал не повернется на 360°).
Перед пуском электродвигателя:
- включить вводной автомат;
- установить на пульте управления переключатели согласно режиму «Одиночный ход»;
- нажатием кнопки «Пуск» включить электродвигатель;
- произвести холостой ход ножа посредством кнопки или педали (направление вращения маховика должно совпадать с направлением стрелки на маховике и ограждении);
- при отсутствии неисправностей в работе ножниц СТД9А во время первого хода совершается еще 4-5 ходов.
После этого в течение двух часов ножницы СТД9А проверяются обкаткой вхолостую. При этом проверяется взаимодействие всех узлов и деталей ножниц.
После первого периода работы в течение 3-4 минут и последующей работы в течение 30-40 минут ножницы необходимо остановить и внимательно осмотреть все детали и узлы. (проверить отсутствие интенсивного нагрева букс эксцентрикового вала, масла в редукторе, перегрева электродвигателя).
После полной отладки и регулирования ножниц СТД9А для резки листа на холостом ходу, можно приступать к их испытанию под нагрузкой.
Смазка ножниц СТД9А
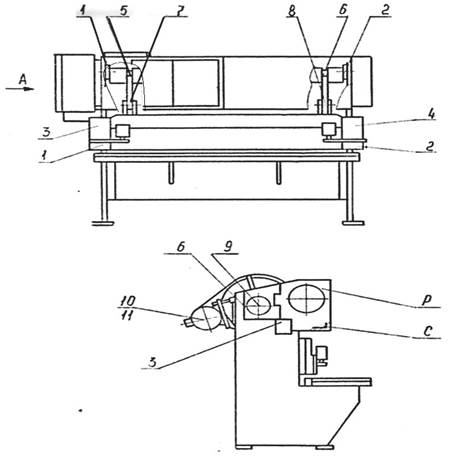
Р – масляная ванна редуктора
С – слив
- Перед пуском ножниц СТД9А необходимо наполнить маслом корпус цилиндрического редуктора, прошприцевать все масленки согласно схеме смазки.
- Уровень масла в редукторе контролируется маслоуказателем.
- При наличии масла в корпусе ниже предельного уровня работа механизма не допускается.
- Увеличение температуры масла в редукторе допускается до +60 0С
Источник