Структура производственного цикла предприятия
Больше материалов по теме «Ведение бизнеса» вы можете получить в системе КонсультантПлюс .
Производственный цикл (ПЦ) – центральное значение технического характера. На его основании исчисляются многие значения деятельности предприятия. Значение ПЦ нужно для установления сроков запуска объектов в производство. Сроки последнего устанавливают необходимые ресурсы, которые должны быть у отделов.
Как разработать методику раздельного учета при наличии операций с длительным производственным циклом?
Что такое производственный цикл
Производственный цикл – это период полноценного оборота средств, которые нужны для обслуживания работы предприятия. Начало цикла – это приход сырья и материалов, его завершение – это отгрузка продукции. То есть ПЦ – это продолжительность времени, нужная для полного изготовления товара. Результат производственного цикла – это получение готового изделия. Определение длительности ПЦ обеспечивает установление затрат времени на производство товара. Измеряется он в сутках, часах и минутах. Рассматриваемый показатель нужен в следующих случаях:
- Подтверждение правильности определения программы изготовления товаров.
- Формирование графика движения объектов на протяжении изготовления (логистика).
- Установление масштабов незавершенного производства.
- Определение размера оборотных средств.
Производственный цикл необходим при внутреннем планировании в компании. Главная задача проведения расчетов – предельное уменьшение длительности ПЦ. Нужно это для достижения следующих целей:
- Уменьшение объема использующихся оборотных средств.
- Сокращение продолжительности оборота средств.
- Сокращение площадей складов, на которых хранятся объекты незавершенного производства, сырье.
- Повышение качества эксплуатации базовых фондов.
- Сокращение себестоимости товара.
Сокращение производственного цикла необходимо для экономии ресурсов компании. В дальнейшем это поможет увеличить прибыль: себестоимость продукции уменьшается, а продажи увеличиваются.
Структура производственного цикла
Рассмотрим составляющие производственного цикла:
- Период исполнения (время, уходящее только на саму работу). Подразделяется на базовые операции и вспомогательные. К первым относятся заготовительные и сборочные операции, ко вторым – транспортные и контрольные.
- Период, отведенный на естественные процессы. Предполагает периоды отдыха, обусловленные естественными причинами (к примеру, это ночное время).
- Перерывы. Это межоперационные периоды, перерывы между циклами. Также перерывы обусловлены сезонным характером работ.
Комплекс действий именуется технологическим циклом. Этот цикл отображает период, на протяжении которого выполняется прямое или опосредованное влияние сотрудников на объект.
Вопрос: Как отразить в учете организации-исполнителя оказание услуг с длительным циклом производства, если в соответствии с учетной политикой выручка от оказания таких услуг признается по мере готовности услуг, степень которой определяется ежеквартально по доле выполненного объема услуг в общем объеме услуг по договору?
Посмотреть ответ
Перерывы подразделяются на два вида:
- Периоды отдыха, обусловленные режимом работы в компании. Это выходные, праздники, перерывы на обед.
- Периоды отдыха, связанные с техническими условиями. Например, это может быть ожидание освобождения рабочего места, сборки необходимых деталей. Также простой может быть вызван взаимозависимостью неравноценных производственных операций, отсутствием электроэнергии.
Итак, производственный цикл – это не только действия, связанные с производством товара, но и периоды запланированного и вынужденного отдыха.
Формула для расчета производственного цикла
Значение цикла устанавливается по этой формуле:
Т п.ц. = Ттехн + Тпер + Тест.проц.
В формуле использованы эти значения:
- Тп.ц. – сроки ПЦ.
- Ттехн – сроки технологического этапа.
- Тпер – перерывы.
- Тест.проц – сроки естественных простоев.
При вычислении продолжительности цикла нужно принимать во внимание только те промежутки, которые не компенсируются периодом технологических действий. К ним относятся контрольные мероприятия, транспортировка сырья и изделий. Периоды отдыха, вызванные организационно-техническими проблемами (к примеру, задержка в поставках сырья, проблемы с дисциплиной на предприятии) при определении плановой продолжительности ПЦ не принимаются во внимание.
При определении значения цикла принимаются во внимание нюансы движения объекта труда по производственным действиям. Движение подразделяется на следующие формы:
- Последовательное. Работа с новой партией однородных объектов труда инициируется только после того, когда была обработана прошлая партия.
- Параллельное. Направление предметов на операцию выполняется после того, как была обработана прошлая операция. Рассматриваемая форма движения обуславливает сокращение показателей цикла.
- Параллельно-последовательное. Направление объектов на операцию реализуется во время исполнения смежной операции. Рассматриваемый порядок позволяет исключить перерывы.
От типа движения объектов труда зависит временной промежуток цикла.
От чего зависит значение производственного цикла
Сжатость производственного цикла определяется этими факторами:
- Технологические процессы. Оснащенность предприятия техническими инструментами воздействует на длительность обработки и сборки.
- Организационные. Предполагают действия по организации рабочих процессов. Эти процессы воздействуют на длительность вспомогательных действий, перерывов.
- Экономические. Они влияют на значения механизации, техническое совершенство и сроки процессов, значения незавершенного производства.
Длительность цикла – это результат целой массы факторов, присутствующих на предприятии. Изменение одного из факторов способствует как сокращению, так и умножению цикла. То есть сроки производственного цикла можно изменять. Для этого используются разные методы.
На что влияет значение производственного цикла
ВАЖНО! Образец договора аренды оборудования с полным производственным циклом от КонсультантПлюс доступен по ссылке
Производственный цикл – это составляющий элемент движения оборотных средств. Его сокращение вызывает повышение скорости оборачиваемости. То есть сокращенный цикл приводит к увеличению количества оборотов в течение отчетного года.
Итог этого – аккумулирование дополнительных средств, которые могут направить на модернизацию и расширение производства. Кроме того, уменьшаются масштабы незавершенного производства. Это влечет за собой аккумулирование средств в вещественном виде. То есть высвобождаются материальные ресурсы.
Продолжительность цикла также определяет производственную мощность. Под последней подразумевается предельно возможный выпуск товаров в отчетном периоде. Как это происходит? Чем меньше времени нужно на создание одного продукта, тем больше товаров можно произвести. Следовательно, увеличивается мощность.
Со сжатием цикла повышается и качество производительности труда. Происходит повышение объема выпуска товара, что влечет умножение мощности. Это влечет за собой снижение доли труда сотрудников. Себестоимость же уменьшается за счет сокращения затрат с учетом повышения мощности.
Как можно сократить цикл
Сжать цикл возможно этими способами:
- Закупка более совершенного в техническом плане оборудования.
- Внедрение непрерывных процессов.
- Увеличение глубины специализации.
- Использование методик научной организации.
- Применение робототехники.
- Улучшение трудовой дисциплины.
- Уменьшение числа перерывов законными путями (к примеру, несколько смен в сутки).
- Модернизация всего производства.
- Повышение качества управления.
- Внедрение новых методов организации рабочих процессов.
ВАЖНО! Сокращение производственного цикла – одна из ключевых задач руководителя предприятия. Это позволяет улучшить сразу ряд базовых показателей. Сокращение ПЦ предполагает составление подробного плана. Имеет смысл работать над теми факторами, изменение которых предполагает наименьшие затраты. Перед исполнением плана нужно проанализировать все факторы, влияющие на производственный цикл.
Источник
Вариант 19
Содержание и сущность функций менеджмента.
Понятие организации производства. Функциональный, пространственный и временной аспекты организации производства. Понятие организации производства в статике и динамике.
На основе данных ежедневного учета выполнения плана по добыче конденсата в цехе № 5 НГДУ за март месяц требуется:
-определить коэффициент ритмичности производства при условии, что месячный план выполнен на 100%.
-определить коэффициент неравномерности работы за месяц и установить возможный объем добычи нефти за месяц при равномерной работе.
-определить коэффициент колеблемости объема добычи конденсата по дням.
Исходные данные для решения задачи приведены в таблице 2.20.
Таблица 2.20 — Объем добычи конденсата по дням месяца
Объем добычи конденсата, т
Объем добычи конденсата, т
Объем добычи конденсата, т
Объем добычи конденсата, т
Вариант 20
Сущность научного вклада К. Адамецкого в науку об организации производства.
Характеристика методов организации производства.
Определить производственный цикл изготовления муфт в прокатно-ремонтном цехе бурового оборудования управления буровых работ при последовательном, параллельном и параллельно-последовательном выполнении операций. Величина партии муфт 120 штук, величина передаточной партии – 30 штук. Каждая операция выполняется на одном станке. Среднее время межоперационных перерывов – 10 мин. Нормы времени по операциям приведены в таблице 2.21.
Таблица 2.21 — Нормы времени на операции
Кол-во станков на операции
Построить график изготовления партии муфт при параллельном движении.
Рассчитать производственный цикл изготовления партии муфт при всех трех видах движения деталей по операциям, если объединить операции 1 и 2 в одну и выполнять ее на одном станке. Определить коэффициент непрерывности производственного процесса изготовления муфт.
Вариант 21
Формы организации производства. Их виды и показатели.
Понятие организации производства в статике и динамике. Содержание и сущность организации производства на предприятии
На основе данных ежедневного учета выполнения плана по добыче нефти в цехе № 5 НГДУ за март месяц требуется:
-определить коэффициент ритмичности производства при условии, что месячный план выполнен на 100%, т.е. фактический объем добычи за месяц соответствует плановому.
-определить коэффициент неравномерности работы за месяц и установить возможный объем добычи нефти при равномерной работе.
-определить коэффициент колеблемости объема добычи конденсата по дням.
Исходные данные для решения задачи приведены в таблице 2.22.
Таблица 2.22 — Объем добычи нефти по дням месяца
Источник
Расчет длительности производственного цикла




![]()
![]()
Цель практикума по организации производства – расширить и углубить теоретические знания, привить необходимые навыки для решения наиболее часто встречающихся на практике задач по вопросам организации и планирования производства.
В практикум включены задачи по основным разделам курса. В начале каждой темы представлены краткие методические указания и теоретические сведения, типовые задачи с решениями и задачи для самостоятельного решения.
Наличие в каждой теме методических указаний и кратких теоретических сведений позволяет использовать данный практикум при заочной форме обучения.
Расчет длительности производственного цикла
Производственный цикл – период пребывания предметов труда в процессе производства с момента запуска сырья и до момента выпуска готовой продукции.
Производственный цикл состоит из рабочего времени, в течение которого затрачивается рабочий труд, и времени перерывов . Перерывы в зависимости от вызвавших их причин могут быть подразделены:
1) на естественные или технологические – они обусловлены природой продукта;
2) организационные (перерывы между сменами).
Продолжительность производственного цикла складывается из следующих составляющих:
где tтех – время технологических операций;
tест —время естественных процессов (сушка, охлаждение и т.д.);
tтр –время транспортировки предметов труда;
tк.к. –время контроля качества;
tм.о –время межоперационного пролёживания;
tм.ц. –время пролёживания на межцеховых складах;
Расчет длительности производственного цикла зависит от типа производства. В массовом производстве длительность производственного цикла определяется временем нахождения изделия на потоке, т.е.
где tв – такт выпуска;
М – количество рабочих мест.
Под тактом выпуска следует понимать промежуток времени между выпуском одного изготовляемого изделия и следующего за ним изделия.
Такт выпуска определяется по формуле
где Тэф – эффективный фонд времени рабочего за расчетный период (смену, сутки, год);
В – объём выпуска за тот же период (в натуральных единицах).
Пример: Тсм = 8 часов = 480 мин; Тпер = 30 мин; → Тэф = 480 – – 30 = 450 мин.
В = 225 шт; → tв = 450/225 = 2 мин.
В серийном производстве, где обработка ведется партиями, продолжительность технологического цикла определяется не на единицу продукции, а на всю партию. Причем в зависимости от способа запуска партии в производство мы получаем различную продолжительность цикла. Существует три способа движения изделий в производстве: последовательный, параллельный и смешанный (последовательно-параллельный).
I. При последовательном перемещении деталей каждая последующая операция начинается только после того, как закончится предыдущая. Продолжительность цикла при последовательном движении деталей будет равна:


где n – количество деталей обрабатываемой партии;
tштi — штучная норма времени на операцию;
Ci – число рабочих мест на i-й операции;
m – число операций технологического процесса.
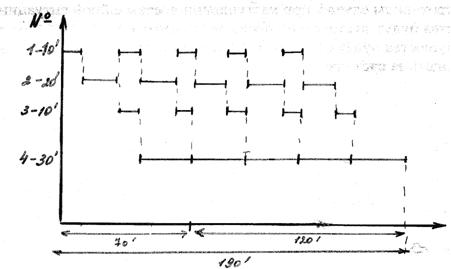
Дана партия изделий, состоящая из 5 штук. Партия пропускается последовательно через 4 операции; длительность первой операции – 10 мин, второй – 20 мин, третьей – 10 мин, четвертой – 30 мин (рис. 1).
Последовательный способ движения деталей имеет то преимущество, что он обеспечивает работу оборудования без простоев. Но его недостаток состоит в том, что продолжительность производственного цикла в этом случае наибольшая. Кроме того, создаются значительные запасы деталей у рабочих мест, что требует дополнительных производственных площадей.
II. При параллельном движении партии отдельные детали не задерживают у рабочих мест, а поштучно передают на следующую операцию немедленно, не дожидаясь того, когда закончится обработка всей партии. Таким образом, при параллельном движении партии деталей на каждом рабочем месте одновременно производятся различные операции над разными деталями одной и той же партии.

Продолжительность обработки партии при параллельном движении изделий резко сокращается:
 дл.
дл.
где nn – количество деталей в передаточной партии (транспортной партии), т.е. количество изделий, одновременно передающихся от одной операции к другой;
 дл.– наиболее длительный операционный цикл.
дл.– наиболее длительный операционный цикл.
При параллельном запуске партии изделий обработка деталей всей партии ведется непрерывно лишь на тех рабочих местах, где длинные операции следуют за короткими. В тех случаях, когда короткие операции следуют за длинными, т.е. более продолжительными (в нашем примере – третья операция), выполнение этих операций совершается прерывно, т.е. простаивает оборудование. Здесь партию деталей нельзя обрабатывать сразу, без задержек, так как этого не позволяет предыдущая (длинная) операция.
Рассмотрим схему параллельного движения деталей (рис. 2):
III. Чтобы ликвидировать перерывы в обработке отдельных деталей партии на всех операциях, применяют параллельно-последовательный или смешанный способ запуска, при котором детали (после их обработки) передаются на следующую операцию поштучно, или в виде «транспортных» заделов (по несколько штук) с таким расчетом, чтобы выполнение операций не прерывалось ни на одном рабочем месте. В смешанном способе от последовательного берется непрерывность обработки, а от параллельного – переход детали от операции к операции сразу после её обработки. При смешанном способе запуска в производство продолжительность цикла определяется по формуле
 кор.
кор.
где кор. – наиболее короткий операционный цикл (из каждой пары смежных операций);
Если последующая операция является более продолжительной, чем предыдущая, или равна ей по времени, то запуск на эту операцию производится поштучно, сразу после обработки первой детали на предыдущей операции. Если, наоборот, последующая операция является более короткой, чем предыдущая, то при поштучной передаче здесь возникают перерывы. Чтобы их не допустить, необходимо накопить транспортный задел такого объема, который достаточен для обеспечения работы на последующей операции. Чтобы практически найти эту точку на графике, необходимо передать последнюю деталь партии и отложить вправо продолжительность её выполнения. Время обработки всех остальных деталей партии откладывается на графике влево. Начало обработки первой детали показывает тот момент, когда транспортный задел с предыдущей операции должен быть передан на данную операцию.
Если смежные операции являются одинаковыми по продолжительности, то за короткую или длинную принимается лишь одна из них (рис. 3).
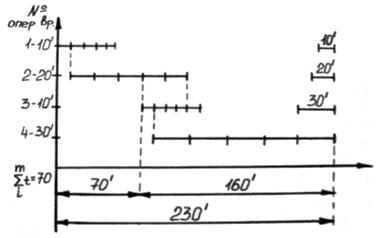
Тпосл-пар = 5·(10+20+10+30)-(5-1)·(10+10+10) = 350-120 = 230 мин.
Основными путями сокращения длительности производственного цикла являются:
1) Снижение трудоёмкости изготовления продукции за счет совершенствования технологичности изготавливаемой конструкции, использования ЭВМ, внедрения передовых технологических процессов.
2) Рациональная организация трудовых процессов, устройство и обслуживание рабочих мест на основе специализации и кооперирования, широкой механизации и автоматизации производства.
3) Сокращение различных планируемых и непланируемых перерывов на работе на основе рационального использования принципов научной организации производственного процесса.
4) Ускорение течения реакций в результате повышения давления, температур, перехода на непрерывный процесс и т.д.
5) Совершенствование процессов транспортировки, складирования и контроля и совмещение их по времени с процессом обработки и сборки.
Сокращение длительности производственного цикла является одной из серьёзных задач организации производства, т.к. сказывается на оборачиваемости оборотных средств, снижении затрат труда, уменьшении складских помещений, потребности в транспорте и т.д.
1. Определить длительность цикла обработки 50 деталей при последовательном, параллельном и последовательно-параллельном видах движения в процессе производства. Процесс обработки деталей состоит из пяти операций, длительность которых соответственно составляет, мин: t1=2; t2=3; t3=4; t4=1; t5=3. Вторая операция выполняется на двух станках, а каждая из остальных на одном. Величина передаточной партии 4 штуки.
2. Определить длительность цикла обработки 50 деталей при последовательном, параллельном и последовательно-параллельном видах движения в процессе производства. Процесс обработки деталей состоит из четырех операций, длительность которых соответственно составляет, мин: t1=1; t2=4; t3=2; t4=6. Четвертая операция выполняется на двух станках, а каждая из остальных на одном. Величина передаточной партии – 5 штук.
3. Партия деталей в 200 штук обрабатывается при параллельно-последовательном движении её в процессе производства. Процесс обработки деталей состоит из шести операций, длительность которых соответственно составляет, мин: t1=8; t2=3; t3=27; t4=6; t5=4; t6=20. Третья операция выполняется на трех станках, шестая на двух, а каждая из остальных операций – на одном станке. Определить, как изменится длительность цикла обработки партии деталей, если параллельно-последовательный вариант движения в производстве заменить параллельным. Величина передаточной партии – 20 штук.
4. Партия деталей в 300 штук обрабатывается при параллельно-последовательном движении её в процессе производства. Процесс обработки деталей состоит из семи операций, длительность которых соответственно составляет, мин: t1=4; t2=5; t3=7; t4=3; t5=4; t6=5; t7=6. Каждая операция выполняется на одном станке. Передаточная партия – 30 штук. В результате улучшения технологии производства длительность третьей операции сократилась на 3 мин, седьмой – на 2 мин. Определить, как изменяется цикл обработки партии деталей.
5. Дана партия заготовок, состоящая из 5 штук. Партия пропускается через 4 операции: длительность первой – 10 мин, второй – 20 мин, третьей – 10 мин, четвертой – 30 мин. Определить длительность цикла аналитическим и графическим способами при последовательном движении.
6. Дана партия заготовок, состоящая из четырех штук. Партия пропускается через 4 операции: длительность первой – 5 мин, второй – 10 мин, третьей – 5 мин, четвертой – 15 мин. Определить длительность цикла аналитическим и графическим способами при параллельном движении.
7. Дана партия заготовок, состоящая из 5 штук. Партия пропускается через 4 операции: длительность первой – 10 мин, второй – 20 мин, третьей – 10 мин, четвертой – 30 мин. Определить длительность цикла аналитическим и графическим способами при последовательно-параллельном движении.
8. Определить длительность технологического цикла обработки партии изделий из 180 шт. при параллельном и последовательном вариантах ее движения. Построить графики процесса обработки. Величина передаточной партии – 30 шт. Нормы времени и количество рабочих мест на операциях следующие:
Источник