1М63 регулировка
По истечении некоторого времени может потребоваться регулирование механизмов с целью обеспечения нормальных зазоров и компенсации износа. Ниже приводятся указания по регулированию отдельных механизмов станка.
Регулирование зазоров в подшипниках шпинделя
Регулирование производите со снятым патроном. Для регулирования радиального зазора в переднем роликоподшипнике 5 расконтрите и ослабьте гайку 4, отверните гайку 8, отсоедините фланец 6, снимите полукольцо 7. Прикладывая к фланцу шпинделя усилие 3. 4 кН (300. 400 кгс), доведите по индикатору радиальный зазор до 0,05. 0,015 мм, замерьте плитками ширину паза под полукольцо 7, прошлифуйте полукольцо 7, установите его на место, затяните и законтрите гайку 4, заверните и законтрите гайку 8, присоедините фланец 6.

Регулирование осевого зазора в заднем радиально-упорном шарикоподшипнике 2 вместе с упорным шарикоподшипником 3 производите гайкой 1. При этом не допускайте, чтобы подшипники оказались сильно затянутыми.
Регулирование фрикционной пластинчатой муфты коробки скоростей
Регулирование производите нажимными гайками 1. Поворот нажимной гайки может быть произведен лишь после того, как защелка 2 будет утоплена в кольцо 3.

Правильность регулирования определяется усилием включения муфты с помощью рукоятки управления. Доступ к муфте обеспечивается через окно в задней стенке корпуса коробки скоростей.
Регулирование положения кулачка управления тормозной муфтой

Для правильной установки кулачка I управления тормозной муфтой установите в нейтральное положение фрикцион, установите в нейтральное положение рукоятку переключения; установите кулачок 1 так, чтобы шарик фиксации 3 и палец 2 конечного выключателя находились в своих пазах.
Установка оси шпинделя передней бабки

При нарушении параллельности оси шпинделя передней бабки относительно направляющих станины ослабьте все винты, соединяющие коробку скоростей со станиной. Ось шпинделя выставьте с помощью винтов 1, ввинченных в колодку 2 под коробкой скоростей с левого конца и жестко связанную с последней, после чего затяните винты крепления коробки скоростей к станине.
Поперечное перемещение корпуса задней бабки

Для поперечного перемещения корпуса задней бабки при точении конусов или при установке соосности оси пиноли задней бабки и шпинделя ослабьте и подтяните два винта 1, расположенные по обе стороны задней бабки. При установке задней бабки в исходное положение совместите риски, нанесенные на платиках корпуса мостика.
Регулирование опорных подпружиненных роликов задней бабки
Для регулирования степени сжатия дружин 2 и 3 подпружиненных роликов 4, вмонтированных в мостик задней бабки, ослабьте винты крепления задней бабки, выверните передний винт 1 (см. поперечное перемещение корпуса задней бабки), сдвиньте заднюю бабку по мостику так, чтобы был свободен доступ к регулировочным пробкам.

Вращением пробок добейтесь легкости передвижения задней бабки по станине при минимальных зазорах между направляющими мостика и станины.
Устранение зазора в направляющих резцовых салазок суппорта

Для устранения зазора в направляющих резцовых салазок суппорта подтяните клин 2 с помощью винта 3, после чего новое положение зафиксируйте винтом 1
Устранение зазора в направляющих поперечных салазок

Отрегулируйте зазор между направляющими каретки и поперечных салазок подтягиванием клина 2 с помощью двух винтов 1, расположенных на обоих торцах салазок.
Устранение «мертвого хода» винта поперечного перемещения суппорта
«Мертвый ход» винта поперечного перемещения суппорта, возникающий при износе гаек 3 и 4, устраняйте поворотом червяка 2 по часовой стрелке, предварительно отвернув стопорный винт 1.

Регулирование следует производить, когда люфт рукоятки превышают пять делений по лимбу.
Регулирование зазора в направляющей верхней и нижней половинах гайки ходового винта

При появлении зазора подтяните планки 1 тремя винтами 2 и зафиксируйте последние контргайками 3.
Регулирование радиального зазора между ходовым винтом и маточной гайкой

Отрегулируйте величину радиального зазора между ходовым винтом 2 и вкладышами маточной гайки 1 ввинчиванием или вывинчиванием винта 4, расположенного под фартуком, после чего новое положение зафиксируйте гайкой 3.
Регулирование подачи масла на ходовой винт
Вращением винта 1 отрегулируйте подачу масла на ходовой винт. Вращением винта 1 по часовой стрелке уменьшают подачу масла, против часовой стрелки — увеличивают.

При выключенном ходовом винте заверните винт 1 до отказа
Регулирование правильности сцепления зубчатых колес коробки подач
Для регулирования правильности сцепления зубчатых колес доведенного конуса и множительного механизма ослабьте гайку I и поверните винт 2 так, чтобы переместился ролик 3, сидящий эксцентрично на винте 2, в ту сторону» в которую нужно сдвинуть подвижный венец. Новое положение зафиксируйте гайкой 1.

При регулировании нужно помнить, что ось 4 ролика должна находиться в верхней половине окружности винта 2.
Источник
1М63 станок токарно-винторезный универсальный
паспорт, схемы, описание, характеристики


Сведения о производителе токарно-винторезного станка 1М63
Свой первый станок Рязанский станкостроительный завод выпустил 21 февраля 1949 года — это был токарно-винторезный станок 164 серии. В течение короткого времени заводом были запущены в призводство еще три серии токарных станков — 166, 165 в 1953 году, 163 в 1956 году.
По мере совершенствования конструкции станков завод выпускал все более современные модели — 1М63, 1М63Б, 1М63БФ101, 1М63Н, 16К30, 1А64, 16К40, 1М65, 1Н65.
На основе универсальных токарных станков Рязанским станкостроительным заводом был освоен выпуск токарных станков с ЧПУ — 16К30Ф3, 16М30Ф3, 16К40РФ3, 16Р50Ф3 и др.
Также заводом освоен выпуск современных токарных обрабатывающих центров с числом координат от 4 до 8, токарных станков с ЧПУ наклонной 1П756ДФ3 и горизонтальной компоновок, трубообрабатывающих станков 1А983, 1Н983 — для обработки концов труб диаметром до 460 мм, колесотокарных, вальцетокарных, станков для обработки глубоких отверстий и др.
Станки, выпускаемые Рязанским станкостроительным заводом РСЗ
1М63 станок токарно-винторезный универсальный. Назначение, область применения
Станок токарно-винторезный 1М63 (начало серийного производства — 1968 год) заменил модель 163. По всем качественным показателям (производительности, точности, долговечности, надежности, удобству обслуживания, безопасности работы и т. д.) превосходит станок модели 163.
В 1992 году токарный станок 1М63 был заменен на более совершенную модель 1М63Н.
Иногда станок 1М63 называют ДИП-300, что не совсем верно, т.к. ДИП-300 (Догнать И Перегнать), высота центров 300 мм — это реально существовавшая модель — первая модель 163 серии, выпускавшаяся в 1934 году на заводе Красный Пролетарий.
Токарно-винторезные станки 163 серии одни из самых распространённых на территории бывшего СССР, предназначены для обработки деталей средних и больших размеров, в условиях единичного и мелкосерийного производства.
Токарно-винторезный станок 1М63 предназначен для выполнения различных токарных работ. На станке можно производить наружное и внутреннее точение, включая точение конусов, растачивание, сверление и нарезание метрической, модульной, дюймовой и питчевой резьб. Обрабатываемые детали устанавливаются в центрах или патроне.
Принцип работы и особенности конструкции станка
Технические характеристики и жесткость конструкция станины, каретки, шпинделя станка позволяют полностью использовать возможности работы на высоких скоростях резания с применением резцов из быстрорежущей стали или оснащенных пластинами из твердых сплавов при обработке деталей из черных и цветных металлов.
Суппорт станка 1М63 крестовой конструкции имеет механическое перемещение верхней части, позволяющее производить точение длинных конусов. Точение коротких конусов также осуществляется движением верхней части суппорта.
Каретка суппорта перемещается по направляющим станины (продольное перемещение), по направляющим каретки перемещаются поперечные салазки суппорта (поперечное перемещение); как то, так и другое может быть ручным, механическим, рабочим и ускоренным. Поворотная часть суппорта, расположенная на поперечных салазках, имеет направляющие для перемещения верхней части суппорта (резцовые салазки) с резцовой головкой. Bepxняя часть суппорта (резцовые салазки) также может перемещаться вручную и механически. Гайка поперечного винта имеет прорезь для регулировки устранения люфта. Осевые усилия поперечного винта и винта верхних салазок воспринимаются упорными шарикоподшипниками. Направляющие продольного перемещения суппорта имеют текстолитовые накладки.
Суппорт имеет быстрое перемещение в продольном и поперечном направлениях, которое осуществляется от индивидуального электродвигателя.
В станке механизированы все основные операции:
- продольное механическое перемещение суппорта (продольные рабочие подачи)
- поперечное механическое перемещение суппорта (поперечные рабочие подачи)
- механическое перемещение резцовых салазок (рабочие подачи резцовых салазок)
- ускоренные перемещения суппорта в продольном направлении от индивидуального электродвигателя
- ускоренные перемещения суппорта в поперечном направлении
- ускоренные перемещения резцовых салазок
- Торможение шпинделя также производится автоматически в момент выключения фрикционной муфты.
Фартук закрытого типа со съемной передней стенкой (крышка). Движение суппортной группе передается фартуком от ходового винта или ходового вала. Благодаря наличию в фартуке 4-х электромагнитных муфт, управление фартуком сосредоточено в одной рукоятке, причем, направления включения рукоятки совпадают с направлением движения подачи. Дополнительным нажатием кнопки, встроенной в эту же рукоятку, включают ускоренный ход суппорта. Благодаря: наличию в фартуке обгонной муфты, включение ускоренного хода возможно при включенной подаче. Во избежание одновременного включения маточкой гайки и подачи рукоятки включения их сблокированы.
Коробка подач закрытого типа. Корригированные шестерни, установленные в коробке подач, дают возможность нарезания двух типов резь метрической и дюймовой без перестановки сменных шестерен. При перестановке сменных шестерен имеется возможность нарезания еще двух: типов резьб модульной и питчевой. Предусмотрено также прямое включение на винт (минуя механизмы коробки подач) для нарезания точных и специальных резьб. Для получения увеличенной подачи или правой резьбы предусмотрен блок шестерен, находящийся в коробке скоростей. Корпус коробки подач имеет 2 продольные расточки, в которых на подшипниках качения смонтированы валы. Шестерни изготовлены из хромистой стали и закалены. Выбор величин подач осуществляется двумя рукоятками путем перемещения блоков шестерен. Выбор типа резьбы или включение на подачу также осуществляется рукоятками. Для включения винта напрямую рукоятку 5 надо поставить в положение «метрическая резьба», рукоятку 1 — в положение «винт напрямую» рукоятку 8 — «ходовой винт» (см. схему управления рис. 6; 7).
Изменение величин подач и настройка на шаг нарезаемой резьбы осуществляются переключением зубчатых колес коробки подач и настройкой гитары сменных шестерен.
Шпиндель станка 1м63 смонтирован на двух подшипниках:
- Передний подшипник шпинделя радиальный специальный 2-рядный с короткими цилиндрическими роликами и конусным внутренним кольцом, с регулируемым радиальным зазором.
- Задний подшипник шпинделя — шариковый радиально-упорный, работающий в паре с упорным шарикоподшипником, воспринимающим на себя осевые усилия подачи при прямом точении.
Шпиндель получает от коробки скоростей 22 ступени (в действительности 24 ступени, 2 из которых перекрываются) вращения в диапазоне от 10 до 1250 об/мин (знаменатель прогрессии 1,26) и 11 скоростей обратного вращения в диапазоне от 18 до 1800 об/мин.
Изменение чисел оборотов шпиндели производится за счет перемещения блоков шестерен по шлицевым валам при помощи двух рукояток, выведенных на переднюю стенку передней бабки. Реверс шпинделя осуществляется фрикционной муфтой. Торможение — электромагнитной муфтой.
Передний конец шпинделя выполнен по ГОСТ 12593 (DIN 55027, ИСО 702-3-75) под поворотную шайбу, с центрирующим коротким конусом 1:4 (7°7′30″). Номинальный диаметр конуса D = 139,719 мм, условный размер конца шпинделя — 8. Внутренний (инструментальный) конус шпинделя — Морзе 6. Стандартный диаметр токарного патрона 250, 315, 400, 500 мм, исполнение — тип 2 (смотрите статью Токарные патроны)..
Основные технические характеристики токарно-винторезного станка 1м63
— Станок заменил в производстве модель 163.
— Изготовитель — Рязанский станкостроительный завод РСЗ. Серийное производство с 1968 года до начала 90-х.
Основные параметры станка — в соответствии с ГОСТ 18097-93. Станки токарно-винторезные и токарные. Основные размеры. Нормы точности.
- Наибольший диаметр заготовки типа Диск, обрабатываемой над станиной — Ø 630 мм
- Наибольший диаметр заготовки типа Вал, обрабатываемой над суппортом — Ø 350 мм
- Расстояние между центрами — 1400 мм
- Наибольшая длина обработки (без перестановки резцовых салазок) — 1260 мм
- Высота центров — 315 мм
- Допустимая масса изделия, устанавливаемого в центрах — 3500 кг
- Мощность электродвигателя — 15 кВт
- Вес станка полный — 4,3 т
Шпиндель токарно-винторезного станка 1м63
- Конец шпинделя — по ГОСТ 12593 (Концы шпинделей фланцевые под поворотную шайбу)
- Номинальный диаметр конуса — D = 196,869 мм, условный размер конца шпинделя — 11
- Внутренний (инструментальный) конус шпинделя — Метрический 80
- Диаметр сквозного отверстия в шпинделе — Ø 70 мм
- Наибольший диаметр обрабатываемого прутка — Ø 65 мм
- Пределы чисел прямых оборотов шпинделя в минуту — 10..1250 об/мин (22 ступени)
- Пределы чисел обратных оборотов шпинделя в минуту — 18..1800 об/мин (11 ступеней)
Подачи и резьбы токарно-винторезного станка 1м63 без дополнительных сменных колес
- Пределы подач продольных — 0,06..1,4 мм/об (32 ступени)
- Пределы подач поперечных 0,024 до 0,5 мм/об (32 ступени)
- Пределы подач резцовых салазок — 0,019..0,434 мм/об (32 ступени)
- Пределы шагов резьб метрических — 1..225 мм (46 шагов)
- Пределы шагов резьб модульных — 0,25..56 модулей (37 шагов)
- Пределы шагов резьб дюймовых — 28..1/4 ниток на дюйм (31 шага)
- Пределы шагов резьб питчевых — 112..1/2 питчей (30 шага)
В токарном станке 1м63 предусмотрена возможность нарезания особо точных резьб путем исключения кинематических цепей коробки подач и применения специальных прецизионных сменных зубчатых колес.
Модификации токарно-винторезного станка 1М63
1М63 — базовая модель, начало выпуска 1968 год. Станок заменил модель 163
1М63Ф306 — токарно-винторезный станок с ЧПУ, начало серийного выпуска 1973 год.
1М63Ф101 – токарно-винторезный станок с УЦИ, обеспечивающим отсчет поперечного перемещения суппорта, начало серийного выпуска 1976 год.
1М63Б, 1М63БГ, 1М63БФ101 – токарно-винторезные быстроходные повышенной мощности.
1М63Д, 1М63ДФ101 — токарно-винторезные, Тбилиси, 1983 год.
1М63М, 1М63МФ101 — токарно-винторезные повышенной мощности, Тбилиси, 1986 год.
1М63МФ30 — токарный станок с ЧПУ Электроника НЦ-31, Тбилиси.
1М63МС5 — токарно-винторезный станок 163 серии, Тбилиси, 1991 год.
История токарно-винторезного станка 163 серии
В 1934 году на Московском станкостроительном заводе «Красный пролетарий» осваивается выпуск тяжелых универсальных токарно-винторезных станков станков ДИП-300, ДИП-400, ДИП-500. В качестве прототипа был избран токарно-винторезный станок немецкой фирмы VDF.
В 1956 году запущена в производство первая модель 163-й серии — 163 – РМЦ 1400, 2800.
В 1968 году запущено в производство следующее поколение серии — модель 1м63, 1м63Б.
С 1973 года начало серийного выпуска токарных станков: 16К30, 16К30Ф3, 1М63Бф101, 16М30Ф3, 1П756ДФ3.
Станки 163 серии производились, также, в Тбилиси — 1Д63А, 1М63Д, 1М63ДФ101, 1М63М, 1М63МФ101, 1М63МФ30.
В 1992 году начало серийного выпуска последней модели 163 серии 1М63Н.
Габаритные размеры рабочего пространства токарного станка 1М63

Чертеж рабочего пространства токарного станка 1м63
Посадочные и присоединительные базы токарного станка 1М63

Чертеж шпинделя токарного станка 1м63
Общий вид токарно-винторезного станка 1М63

Фото токарно-винторезного станка 1м63

Фото токарно-винторезного станка 1м63 модернизированного в Ижпрэст ООО

Фото токарно-винторезного станка 1м63

Передняя бабка токарно-винторезного станка 1М63

Передняя бабка токарно-винторезного станка 1М63

Суппорт токарно-винторезного станка 1М63

Фартук в сборе токарно-винторезного станка 1М63

Коробка подач в сборе токарно-винторезного станка 1М63

Верхний суппорт в сборе токарно-винторезного станка 1М63

Гитара токарно-винторезного станка 1м63

3-D модель токарно-винторезного станка 1м63 с сайта asmcg-studio.ru

3-D модель токарно-винторезного станка 1м63 с сайта asmcg-studio.ru

3-D модель токарно-винторезного станка 1м63 с сайта asmcg-studio.ru
Расположение основных узлов токарно-винторезного станка 1М63

Расположение основных узлов токарно-винторезного станка 1м63
Спецификация основных узлов токарно-винторезного станка 1М63
- Станина — М63.16
- Коробка подач — М63.07
- Коробка скоростей — M63.02
- Приклон и сменные шестерни — М63.08
- Принадлежности — М63.92А
- Кожух защитный — 1М63.19А
- Фартук — M63.61
- Люнеты — 1M63.10/1, 1M63.10/2
- Система охлаждения — М63.77
- Суппорт — М63.04
- Задняя бабка — 1M63.03
- Электрооборудование — М63.18, М63.93, М63.95
Расположение органов управления токарно-винторезным станком 1М63

Расположение органов управления токарно-винторезным станком 1м63
Органы управления токарно-винторезного станка 1М63 и их назначение
- Рукоятка установки частоты вращения шпинделя
- Рукоятка установки нормального и увеличенного шага резьбы
- Рукоятка установки правой и левой резьб и подач
- Рукоятка установки частоты вращения шпинделя
- Рукоятка плунжерного насоса смазки направляющих продольного перемещения суппорта и ходового винта
- Вытяжная кнопка включения механической поперечной подачи суппорта.
- Рукоятка включения механического перемещения резцовых салазок
- Рукоятка поворота и крепления резцовой головки
- Выключатель освещения
- Рукоятка ручной поперечной подачи суппорта
- Кнопка включения ускоренного перемещения cynnopта
- Крестовый переключатель управления рабочими и ускоренными перемещениями суппорта
- Рукоятка ручного перемещения резцовых салазок
- Рукоятка крепления пиноли задней бабки
- Рукоятка перемещения пиноли задней бабки
- Рукоятка управления фрикционом
- Рукоятка включения гайки ходового винта
- Выключатель насоса охлаждения
- Переключатель режимов работы суппорта
- Пост управления включения и выключения главного привода
- Маховик ручного продольного перемещения суппорта
- Вытяжная кнопка включения зубчатого колеса реечной передачи продольного перемещения суппорта
- Рукоятка управления фрикционом
- Пост управления включения и выключения главного привода
- Рукоятка включения ходового винта или ходового валика
- Рукоятки установки величины подачи или шага резьбы
- Рукоятки установки величины подачи или шага резьбы
- Рукоятка настройки подач и нарезания резьб
- Сигнальная лампа наличия напряжения
- Сигнальная лампа включения электромагнитного тормоза
- Указатель нагрузки
- Вводной выключатель
Кинематическая схема токарно-винторезного станка 1М63
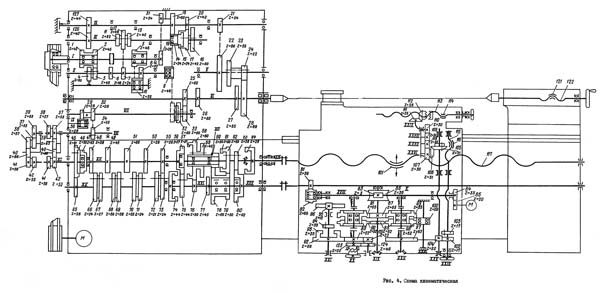
Кинематическая схема токарно-винторезного станка 1м63
Описание кинематической схемы токарно-винторезного станка 1М63
От главного электродвигателя, помещенного в левов тумбе станка, вращение передается клиновыми ремнями на приводной шкив первого (фрикционного) вала коробки скоростей (рис 4).
Значения 24 ступеней частоты вращения шпинделя и числа зубьев зубчатых колес соответствующих кинематических цепей коробки скоростей приведены в табл. 4.
Движение на вал VIII сменных зубчатых колес передается через следующие кинематические цепи:
- для настройки на нормальный шаг непосредственно от шпинделя через зубчатые колеса 25-33, 30-34 или 25-33, 29-36-34 при работе на всех ступенях частоты вращения шпинделя;
- для настройки на увеличенный шаг и увеличение подачи:
- непосредственно от вала III коробки скоростей через муфту 15 и зубчатые колеса 14-9-32, 30-34 или 14-9-32, 29-36-34, что дает увеличение шага в 16 раз при работе на 1-6 ступенях частоты вращения шпинделя (10-31,5 об/мин);
- непосредственно от вала IV коробки скоростей через зубчатые колеса 18-14-9-32, 30-34 18-14-9-32, 29-36-34, что дает увеличение шага в 16 раз при работе на 7-12 ступенях частоты вращения шпинделя (25-80 об/мин) или в 4 раза при работе на 13-18 ступеням (100-315 об/мин).
Кинематические цепи нарезания резьб
Метрические резьбы
Движение передается через сменные зубчатые колеса 37-39-40-42 на вал XI коробки подач, далее через муфту 46-47, зубчатые колеса (48, 49, 51, 53, 55) — (66-67-68-69-70-71-72-73), муфту 74-75, зубчатые колеса (76, 77) — (58, 59), 60-78, 79-62, муфту 63-64 на винт 117.
Дюймовые резьбы
Движение передается через сменные зубчатые колеса 37-39-40-42 на вал XI коробки подач, далее через зубчатые колеса 45-65, (66, 67, 68, 69, 70, 71, 72, 73) — (48, 49, 51, 53, 55), 56-75, (76, 77) — (58, 59), 60-78, 79, 62, муфту 63-64 на винт 117.
Модульные резьбы
Движение передается через сменные зубчатые колеса 39-37, 38-40-41 на вал XI коробки подач, далее через муфту 46-47, зубчатые колеса (48, 49, 51, 53, 55) — (66, 67, 68, 69, 70, 71, 72, 73), муфту 74-75, зубчатые колеса (76, 77) -(58, 59), 60-78, 79-62, муфту 63-64 на винт 117.
Питчевые резьбы
Движение передается через сменные зубчатые колёса 39-37, 38-40-41 на вал XI коробки подач, далее через зубчатые колеса 45-65, (66, 67, 68, 69, 70, 71, 72, 73) -(48, 49, 51, 53, 55), 56-75, (76, 77)-(58, 59), 60-78. 79-62. муфту 63-64 на винт 117.
При нарезании дюймовых, модульных, питчевых и метрических резьб нельзя использовать механизм ускоренного перемещения каретки в исходное положение, за исключением случаев нарезания метрических резьб, имеющих шаг, кратный шагу ходового винта (шаг ходового винта равен 12 мм).
Возврат каретки в исходное положение осуществляется реверсом фрикциона путем переключения рукоятка 16 или 23 (см. рис. 3) не выключая маточной гайки, т.е. не переключая рукоятку 17 из положения «Ходовой винт».
При нарезании многозаходных резьб деление на число заходов можно осуществлять:
- смещением резцовых салазок суппорта вдоль оси станка рукояткой 13;
- поворотом шпинделя на необходимый угол по предварительной разметке. При повороте шпинделя рукоятка 2 должна быть выведена в нейтральное положение.
Кинематические цепи подач
Продольные подачи
Движение передается через сменные зубчатые колеса 37-39-40-42 на вал XI коробки подач, далее через зубчатые колеса кинематической цепи метрической резьбы, губчатые колеса 63-80 на ходовой вал XVII и губчатые колеса фартука 81-82, червячную пару 83-86, губчатые колеса 87-91, муфту сцепления, зубчатые колеса 89-92, муфту 93-94, зубчатое колесо 95 на рейку 96.
При обратной подаче движение передается от червячной пары 83-86 через зубчатые колеса 88-100-90, муфту сцепления, губчатые колеса 89-92, муфту 93-94, зубчатое колесо 95 на рейку 96.
Поперечные подачи
Движение передается от ходового вала XVII через зубчатые колеса 81-82, червячную пару 83-86, зубчатые колеса 87-99, муфту сцепления, зубчатые колеса 97-102-104, 104-103 на винт 115.
Движение передается от ходового вала XVII через зубчатые колеса 81-82, червячную пару 83-86, зубчатые колеса 87-99, муфту сцепления, зубчатые колеса 97-102-104, 104-103 на винт 115.
Движение передается от ходового вала XVII через зубчатые колеса 81-82, червячную пару 83-86, зубчатые колеса 87-99, муфту сцепления, зубчатые колеса 97-102-104, 104-103 на винт 115.
Движение передается от ходового вала XVII через зубчатые колеса 81-82, червячную пару 83-86, зубчатые колеса 87-99, муфту сцепления, зубчатые колеса 97-102-104, 104-103 на винт 115.
При обратной подаче движение передается от червячной пары 83-86 через зубчатые колеса 88-100-98, муфту сцепления, губчатые колеса 97-102-104, 104-103 на винт 115.
При подаче верхних резцовых салазок суппорта движение передается от фартука черев губчатые колеса 97-102-104, 105-106, 107-108-109-110, 111-112 и кулачковую муфту на винт 113.
Быстрые перемещения суппорта
Движение передается от электродвигателя через губчатые колеса 85-84, червячную пару 83-86 и далее через механизмы соответствующих подач.
Описание конструкции основных узлов токарно-винторезного станка 1М63
Коробка скоростей токарно-винторезного станка 1М63

Чертеж коробки скоростей токарно-винторезного станка 1м63
Источник