Заварка кратера и обрыв дуги
Завершая шов, важно правильно заваривать кратер. Кратер является зоной с наибольшим количеством вредных примесей ввиду повышенной скорости кристаллизации металла, поэтому в нем наиболее вероятно образование трещин. Поэтому по окончании сварки не следует обрывать дугу, резко отводя электрод от изделия. Необходимо прекратить все перемещения электрода и медленно удлинять дугу до обрыва; расплавляющийся при этом электродный металл заполнит кратер.
Другой метод: в конце шва прекратить перемещение электрода, задержав его на 1–2 c, чтобы заполнить кратер, затем сместиться по шву назад примерно на 5 мм и быстрым движением вверх и назад оборвать дугу. Кратер необходимо оставлять пологим, что позволит качественно начать сварку новым электродом.
При окончании электрода в середине шва обрыв дуги необходимо производить обратным возвращением электрода в сторону валика и быстрым отрывом от кратера. В этом случае также кратер необходимо оставлять пологим. Нельзя «тянуть» (обрывать) дугу медленным увеличением ее длины до прерывания дугового разряда. В данном случае в кратере возможно появление свища (газовой поры, выходящей на поверхность кратера). Нельзя допускать при окончании электрода крутого кратера, который получается при неправильном обрыве дуги и почти всегда, когда высота валика равна диаметру электрода или больше него.
При крутом кратере в начале сварки нового электрода жидкий шлак быстро стекает вниз кратера и подстывает, что может привести к непровару и зашлаковке. Поэтому при случайных обрывах дуги или при смене электродов применяется специальная техника повторного зажигания дуги, обеспечивающая начало сварки с хорошим сплавлением и внешним видом. В таких случаях дуга должна возбуждаться на передней кромке кратера, затем через весь кратер переводиться на противоположную кромку, на только что наплавленный металл, и после этого снова вперед, в направлении проводившейся сварки. Если электрод при повторном зажигании дуги не будет достаточно далеко отведен назад, между участками начала и конца сварки останется углубление. Если же при повторном зажигании электрод отвести слишком далеко назад, то на поверхности сварного валика образуется высокий наплыв.
Чтобы высота шва оставалась одинаковой, можно путем обрыва дуги в конце сварного шва и дополнительных зажиганий на этом же месте добиться необходимой высоты валика. Между обрывом дуги и дополнительным зажиганием необходимо сделать небольшую выдержку на время, в течение которого не успевает остыть (затвердеть) шлак, а металл шва успевает подстыть (начать кристаллизоваться). Это необходимо для легкого повторного зажигания дуги без обивки шлака. Однако такой способ может привести к образованию оксидных и шлаковых загрязнений металла.
Источник
Повторное зажигание дуги в случае ее обрыва
После подбора сварочного тока наибольшее влияние на качество сварного шва оказывает зажигание дуги и начало сварки.
Существует два способа зажигания сварочной дуги.
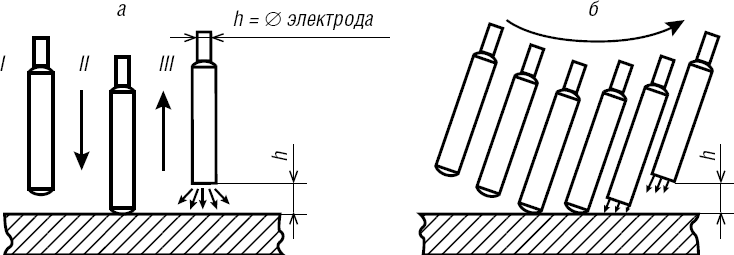
Первый способ – способ тычка, или короткого замыкания (рис. 6.11, а). После короткого соприкосновения торца электрода с изделием необходимо произвести отрыв его на высоту, равную диаметру электрода или чуть больше. Такой способ зажигания дуги легко применять электродами с качественно изготовленными торцами. Недостаток способа тычка заключается в возможности прилипания электрода к изделию. Это происходит при длительном коротком замыкании (КЗ) (положение II) либо при отрыве электрода из положения II в положение III на длину бо?льшую, чем диаметр электрода, с последующим чрезмерным укорачиванием длины дуги; так как дуговой разряд еще не стабилизировался, происходит залипание электрода с изделием. Избежать залипания можно путем плавного укорачивания дугового разряда до необходимой длины дуги после ее стабилизации. Отрывать прилипший электрод следует резким поворачиванием его вправо и влево.
Второй способ – способ чирка, когда электродом вскользь чиркают, как спичкой, по поверхности металла. Чиркать надо в направлении сварки, чтобы не оставлять лишних следов. При поступательном движении электрода, как показано на рис. 6.11, б, после соприкосновения торца электрода с изделием и после появления искрения надо приподнять электрод для возникновения сварочной дуги. После стабильного горения перейти на необходимую длину дуги (h = диаметр электрода). Данный способ исключает прилипание электрода к изделию. Если электрод все же прилип, скорее всего, его покрытие повреждено. В этом случае надо сжечь выступающий из-под покрытия край электрода.
Зажигание дуги:
а – способом тычка; б – способом чирка
В случае появления стартовых пор (видимых невооруженным глазом) или прилипания электрода к изделию при зажигании сварочной дуги необходимо прекратить начало сварки и выбрать (вырубить) место зажигания подручными средствами (зубилом, болгаркой и др.). После этого нужно обжечь электрод на технологической пластине, быстро и аккуратно удалить незастывший шлак с торца электрода путем легкого постукивания электродом обо что-либо твердое (дерево, наждачный круг, металлическую планку, изолированную от изделия, или прочий подручный материал) и после этого возобновить зажигание сварочной дуги. Не рекомендуется переплавлять нечеткое зажигание сварочной дуги, так как это может привести к дефектам в месте зажигания (стартовые поры, зашлаковка, непровар).
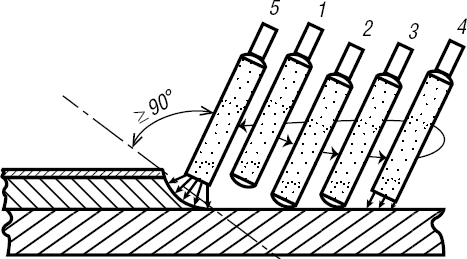
Зажигание сварочной дуги на изделии для продления сварного шва производится впереди кратера (рис. 6.12). Путь от положения 1 до положения 5 следует выполнять быстро, чтобы не получить валик в этом месте. Времени от начала зажигания дуги и до начала сварки обычно достаточно для того, чтобы сориентироваться, где начать наложение первой чешуйки металла шва. Начало сварки следует выполнять на застывшем кратере в верхней ее части, стараясь соединить край жидкой ванны с последней чешуйкой закристаллизовавшегося шва, предварительно обив кратер от застывшего шлака.
Зажигание сварочной дуги для продления сварного шва
Начало сварки внизу кратера приводит к большим и глубоким перепадам между чешуйками в местах смены электродов. Начало сварки на самой вершине кратера приводит к бугристости сварного шва. Такие углубления и бугры создают трудности при сварке последующего слоя и способствуют появлению дефектов. Кроме этого, необходимо выполнить ряд дополнительных условий.
Должны отсутствовать или быть незначительными перепады в местах стыковки.
При наведении жидкой ванны необходимо проследить за тем, чтобы ее граница совпадала с последней чешуйкой предыдущего валика.
Наклон электрода в начале сварки должен быть равным или больше 90° к поверхности кратера, что не позволяет жидкому шлаку стекать вниз кратера. Скорость продвижения электрода от позиции 1 должна быть чуть быстрее, чем скорость сварки. В позиции 2 необходимо произвести задержку для проплавления места перехода кратера с основным металлом и после этого начать наложение сварного валика с определенной скоростью.
Все вышеперечисленное позволяет производить сварку (наплавку) с минимальными перепадами и повышает производительность труда.
Источник
Большая Энциклопедия Нефти и Газа
Повторное зажигание — дуга
Повторные зажигания дуги при их возникновении в процессе отключения выключателя должны происходить обязательно в дуговом промежутке. По этой причине уровень его изоляции должен быть ниже, чем уровень внешней изоляции по воздуху вокруг коммутирующего устройства. [1]
Повторные зажигания дуги в выключателе могут прекращаться довольно быстро, но могут продолжаться и несколько полупериодов. Длительность существования по вторных зажиганий зависит от величины ожидаемого напряжения, интенсивности затухания собственных колебаний и скорости роста восстанавливающейся прочности выключателя. Если ожидаемое напряжение невелико, то его амплитуда делается меньше t / BOc UA уже после небольшого числа повторных зажиганий, после чего происходит окончательный разрыв цепи. [3]
Повторное зажигание дуги должно сопровождаться переходным процессом колебательного характера, в течение которого напряжение на емкостях достигнет установившегося значения исз, равного ис, как будто разрыва цепи в промежутке между а и б не было. [5]
Если повторного зажигания дуги вследствие теплового пробоя не произошло, на межконтактный промежуток выключателя продолжает воздействовать ПВН. [7]
Предотвращение повторного зажигания дуги в вакууме после нуля тока достигается благодаря достаточно низкой плотности паров металла в промежутке между контактами и вокруг них, что обеспечивает высокие изолирующие качества этих дугогасительных камер ( см. также гл. Однако даже когда пробой, сопровождающийся образованием эмиттирующих катодных пятен, и не произойдет, тем не менее некоторый остаточный ток в вакуумной дугогасительной камере после нуля тока протекать все же может. [9]
Развитие повторного зажигания дуги в результате электрического пробоя может происходить при двух условиях: при отсутствии или при наличии некоторой начальной ионизации. [10]
Вероятность повторного зажигания дуги во втором разрыве уменьшается из-за снижения величины восстанавливающегося на его контактах напряжения. При возникновении повторного зажигания перенапряжения оказываются ограниченными, так как повторное зажигание происходит при напряжении на линии меньшем, чем U, а также потому, что благодаря наличию в цепи сопротивления переходные процессы носят не колебательный, а апериодический характер. [11]
При повторном зажигании дуги в выключателе энергия емкости С отдается источнику, тогда как индуктивность L не успевает получить дополнительную энергию намагничивания от источника. Когда напряжение на емкости С в достаточной мере снизится, дуга в выключателе вновь гасится. [13]
Гашение или повторное зажигание дуги переменного тока определяется соотношением кривых восстанавливающейся прочности в. [14]
Источник
Повторное зажигание дуги в случае ее обрыва
Заварка кратера и обрыв дуги
Завершая шов, важно правильно заваривать кратер. Кратер является зоной с наибольшим количеством вредных примесей ввиду повышенной скорости кристаллизации металла, поэтому в нем наиболее вероятно образование трещин. По окончании сварки не следует обрывать дугу, резко отводя электрод от изделия. Необходимо прекратить все перемещения электрода и медленно удлинять дугу до обрыва; расплавляющийся при этом электродный металл заполнит кратер.
Другой метод: в конце шва прекратить перемещение электрода, задержав его на 1–2 c, чтобы заполнить кратер, затем сместиться по шву назад примерно на 5 мм и быстрым движением вверх и назад оборвать дугу. Кратер необходимо оставлять пологим, что позволит качественно начать сварку новым электродом.
При окончании электрода в середине шва обрыв дуги необходимо производить обратным возвращением электрода в сторону валика и быстрым отрывом от кратера. В этом случае также кратер необходимо оставлять пологим. Нельзя «тянуть» (обрывать) дугу медленным увеличением ее длины до прерывания дугового разряда. В данном случае в кратере возможно появление свища (газовой поры, выходящей на поверхность кратера). Нельзя допускать при окончании электрода крутого кратера, который получается при неправильном обрыве дуги и почти всегда, когда высота валика равна диаметру электрода или больше него.
При крутом кратере в начале сварки нового электрода жидкий шлак быстро стекает вниз кратера и «подстывает», что может привести к непровару и зашлаковке. Поэтому при случайных обрывах дуги или при смене электродов применяется специальная техника повторного зажигания дуги, обеспечивающая начало сварки с хорошим сплавлением и внешним видом. В таких случаях дуга должна возбуждаться на передней кромке кратера, затем через весь кратер переводиться на противоположную кромку, на только что наплавленный металл, и после этого снова вперед, в направлении проводившейся сварки. Если электрод при повторном зажигании дуги не будет достаточно далеко отведен назад, между участками начала и конца сварки останется углубление. Если же при повторном зажигании электрод отвести слишком далеко назад, то на поверхности сварного валика образуется высокий наплыв.
Чтобы высота шва оставалась одинаковой, можно путем обрыва дуги в конце сварного шва и дополнительных зажиганий на этом же месте добиться необходимой высоты валика. Между обрывом дуги и дополнительным зажиганием необходимо сделать небольшую выдержку на время, в течение которого не успевает «остыть» (затвердеть) шлак, а металл шва успевает «подстыть» (начать кристаллизоваться). Это необходимо для легкого повторного зажигания дуги без обивки шлака.
Однако такой способ может привести к образованию оксидных и шлаковых загрязнений металла.
Источник
Текст книги «Сварочные работы: Практическое пособие для электрогазосварщика»

Автор книги: Евгений Костенко
Жанр: Техническая литература, Наука и Образование
Текущая страница: 3 (всего у книги 17 страниц) [доступный отрывок для чтения: 6 страниц]
2. Условия зажигания и устойчивого горения дуги
Сварочная дуга должна иметь определенные технологические условия, обеспечивающие ее быстрое зажигание, устойчивое горение, малую чувствительность к изменениям ее длины в определенных пределах, быстрое повторное зажигание (возбуждение) после обрыва, необходимое проплавление основного металла.
Условия зажигания и устойчивого горения дуги зависят от таких факторов, как состав обмазки при сварке штучными электродами, род тока (постоянный или переменный), прямая или обратная полярность при сварке на постоянном токе, диаметр электрода, температура окружающей среды.
Для зажигания дуги требуется напряжение большее по величине, чем напряжение для горения дуги. Напряжение, подводимое от источника питания к электродам при разомкнутой сварочной цепи, является напряжением холостого хода. При сварке на постоянном токе напряжение холостого хода не превышает 90 В, а на переменном токе – 80 В. В момент горения дуги напряжение, подаваемое от источника питания, значительно снижается и достигает величины, необходимой для устойчивого горения дуги. В процессе горения дуги ток и напряжение находятся в определенной зависимости.
Зависимость напряжения дуги от тока в сварочной цепи, при условии постоянной длины дуги, называют статической вольтамперной характеристикой дуги, которая графически представлена на рис. 14.
В области 1 (до 100 А) с увеличением тока напряжение значительно уменьшается, так как при повышении силы тока увеличивается поперечное сечение столба дуги и его проводимость. Вольт-амперная характеристика будет падающей и дуга горит неустойчиво. В области 2 (100—1 000 А) при увеличении тока напряжение сохраняет постоянную величину, так как поперечное сечение столба дуги и площади анодного и катодного пятен увеличиваются пропорционально току. Вольт-амперная характеристика будет жесткой, дуга горит устойчиво, и обеспечивается нормальный процесс сварки. В области 3 (свыше 1 000 А) увеличение тока вызывает возрастание напряжения, так как увеличение плотности тока выше определенного значения не сопровождается увеличением катодного пятна из-за ограниченного поперечного сечения электрода, при этом вольт-амперная характеристика будет возрастающей. Дуга с возрастающей вольт-амперной характеристикой используется при сварке под флюсом и в защитных газах.

Рис. 15. Вольт-амперная характеристика дуги при ручной дуговой сварке низкоуглеродистой стали: кривые (а, б); при автоматической сварке под флюсом: кривые (в, г); кривая (д): вольт-амперная характеристика источника питания; точка 1 – точка устойчивого горения дуги
Для примера на рис. 15 приведена вольт-амперная характеристика дуги при ручной дуговой сварке штучным электродом низкоуглеродистой стали и автоматической сварке под флюсом при высоких плотностях тока.
Таким образом, первым условием зажигания и горения дуги является наличие электрического источника питания дуги достаточной мощности, позволяющего быстро нагревать катод до высокой температуры при возбуждении дуги.
Более полная стабилизация горения дуги достигается также при достаточной степени ионизации столба дуги, поэтому вторым условием для зажигания и горения дуги является наличие ионизации столба дуги за счет введения в состав покрытия штучных электродов или в состав флюсов таких элементов, как калий, натрий, барий, литий, алюминий, кальций и др. Эти элементы обладают низким потенциалом ионизации и в момент зажигания дуги способствуют быстрому ее возникновению.
Третьим условием устойчивости горения дуги при сварке на переменном токе является наличие в сварочной цепи дросселя (повышенной индуктивности). Это объясняется тем, что в сварочной цепи переменного тока, имеющей только омическое сопротивление, в процессе горения дуги образуются обрывы (100 обрывов дуги в секунду при промышленной частоте переменного тока 50 Гц). При включении дросселя в сварочную цепь переменного тока происходит сдвиг фаз между напряжением источника питания и током, горение дуги относительно стабилизируется.
При сварке на постоянном токе зажигание и горение дуги протекают несколько лучше, чем при сварке на переменном токе.
В сварочную цепь постоянного тока также включают дроссели для улучшения стабильности горения дуги.
Однако полная стабилизация горения дуги достигается в точке пересечения вольт-амперных характеристик дуги и источника питания. Эта точка будет определять устойчивое горение дуги (см. рис. 15).
Для улучшения возбуждения дуги применяют специальные высокочастотные устройства – осцилляторы, а для обеспечения надежного повторного возбуждения дуги применяют специальные генераторы импульсов высокого напряжения (стабилизаторы).
Зажигание и устойчивое горение дуги при любом роде тока зависит от динамической характеристики источника питания дуги. Источник питания должен поддерживать горение дуги при наличии возмущений в виде изменения напряжения в сети и обеспечивать регулирование сварочного процесса в зависимости от состояния поверхности свариваемого изделия и скорости подачи сварочной проволоки.
Технические особенности горения дуги на постоянном или переменном токе выражаются в том, что дуга, как гибкий газовый проводник, может отклоняться от нормального положения под воздействием магнитных полей, создаваемых вокруг дуги и в свариваемом изделии. Магнитные поля воздействуют на движущиеся заряженные частицы столба дуги и тем самым воздействуют на всю дугу. Такое явление принято называть магнитным дутьем. Магнитные поля оказывают отклоняющее воздействие на дугу при неравномерном и несимметричном расположении поля относительно дуги, особенно при сварке на постоянном токе. На рис. 16 показано влияние места подвода тока к свариваемой детали и наклона электрода на отклонение дуги.

Рис. 16. Влияние места подвода тока к свариваемой детали и наклона электрода на отклонение дуги
Наличие вблизи сварочной дуги значительных ферромагнитных масс также нарушает симметричность магнитного поля дуги и вызывает отклонение дуги в сторону этих масс.
Магнитное дутье ухудшает стабилизацию горения дуги и затрудняет процесс сварки. Для снижения влияния магнитного дутья на сварочную дугу необходимо применять специальные меры. К таким мерам относятся: сварка короткой дугой; подвод сварочного тока к точке, максимально близкой к дуге; наклон электрода в сторону действия магнитного дутья; размещение у места сварки дополнительных ферромагнитных масс.
Если невозможно избавиться от влияния магнитного дутья указанными способами, то следует заменить источник питания и производить сварку на переменном токе, при котором влияние магнитного дутья значительно меньше.
1. Перечислите факторы, влияющие на зажигание и устойчивое горение дуги. В каком соотношении находятся напряжение холостого хода источника питания и напряжение дуги?
2. Что выражает статическая вольт-амперная характеристика дуги?
3. Почему вольт-амперная характеристика дуги может быть падающей?
4. В чем различие падающей и жесткой вольт-амперной характеристик?
5. Какое первое важнейшее условие зажигания и горения дуги?
6. Объясните роль ионизации при зажигании и горении дуги.
7. Для чего в сварочную цепь включают дроссель (индуктивность)?
8. Для чего применяют осцилляторы?
9. Что такое магнитное дутье и как оно проявляется?
10. Каковы меры борьбы с магнитным дутьем?
3. Перенос металла через дугу
При горении сварочной дуги происходит взаимодействие электрического и магнитного полей, в результате чего возникают электромагнитные силы, которые сжимают столб дуги (пинч-эффект). Эти силы направлены от наружной поверхности дуги к ее оси.
Под действием сжимающих электромагнитных сил и высокой температуры на конце электрода происходит плавление металла, образование и отрыв капли, которая переносится на изделие. В зависимости от размера и скорости образования капель различают капельный и струйный перенос. Размер капель зависит от плотности сварочного тока и напряжения дуги. При увеличении плотности сварочного тока происходит уменьшение размера капель жидкого металла, а число их увеличивается. При повышении напряжения дуги размер капель жидкого металла увеличивается, а число их уменьшается. Для уменьшения разбрызгивания металла при дуговой сварке плавящимся электродом сварку проводят с повышенной плотностью сварочного тока при относительно малых значениях напряжения дуги или применяют импульсный режим сварки.
При ручной сварке в виде капель переносится в сварочную ванну примерно 95 % электродного металла, остальное – это брызги и пары, значительная часть которых осаждается в разных местах на изделии.
Капельный перенос происходит при сварке штучными покрытыми электродами. В этом случае большинство капель заключено в оболочку из шлака, образовавшегося из расплавляемого покрытия. Аналогичные процессы переноса металла электрода в шов наблюдаются при сварке под флюсом и сварке порошковой проволокой.
Струйный процесс переноса металла характерен для сварки плавящимся электродом в защитных газах.
При струйном переносе образуются мелкие капли, которые следуют друг за другом в виде непрерывной цепочки (струи). Струйный процесс переноса электродного металла возникает при сварке проволокой малого диаметра с большой плотностью тока. Например, при сварке полуавтоматом (механизированной) в аргоне проволокой (электродом) диаметром 1,6 мм струйный перенос металла осуществляется при критическом токе 300 А. При сварке на токах ниже критического наблюдается уже капельный перенос металла. Обычно струйный перенос электродного металла приводит к меньшему выгоранию легирующих элементов в сварочной проволоке и к повышенной чистоте металла капель и сварного шва. Скорость расплавления сварочной проволоки при этом увеличивается. Поэтому струйный перенос имеет преимущества перед капельным.
При импульсно-дуговой сварке перенос металла через дугу имеет свои особенности. Импульсно-дуговая сварка плавящимся электродом имеет существенное преимущество по сравнению со сваркой неплавящимся и плавящимся электродами в защитных газах и другими видами сварки, так как с помощью специальной, системы создаются условия управляемого и направленного переноса металла с незначительными потерями металла на угар и разбрызгивание.
Существуют две разновидности управляемого переноса металла. Первая состоит в том, что при каждом импульсе сварочного тока от электрода отделяется и переносится в сварочную ванну одна капля расплавленного металла (при сварке в среде аргона). Вторая разновидность состоит в том, что во время прохождения импульса сварочного тока большей длительности, чем в первом случае, происходит интенсивное плавление электрода со струйным переносом металла.
Этот процесс переноса металла характерен для сварки активированным электродом на постоянном токе прямой полярности в активных и инертных газах, а также при сварке в аргоне постоянным током обратной полярности.
1. Объясните сущность переноса металла через дугу в процессе сварки?
2. Какие виды переноса металла через дугу вы знаете?
3. Как влияют плотность тока и напряжение дуги на перенос капель жидкого металла в процессе сварки?
4. При каких видах сварки происходят процессы капельного переноса металла через дугу?
5. В чем особенности переноса металла через дугу при импульсно-дуговой сварке?
4. Особенности металлургических процессов при сварке, влияние кислорода, азота и водорода, содержащихся в воздухе, на металл шва
Процесс электрической сварки плавлением характеризуется химическими реакциями, которые возникают между расплавленным металлом и окружающей средой. При переносе металла с электрода в сварочную ванну капли и пары электродного металла и сварочной ванны, нагретые до высоких температур, взаимодействуют с атмосферными и другими газами и жидким шлаком.
Поэтому химический состав наплавленного металла может существенно отличаться от химического состава электродов и основного металла. Это, как правило, усугубляется высокой температурой сварочной ванны и малым временем пребывания металла в жидком состоянии.
Таким образом, в процессе сварки в течение короткого промежутка времени происходят сложнейшие процессы взаимодействия различных химических элементов. Основное влияние на качество сварного шва оказывают кислород, азот и водород. При неправильном ведении процесса сварки водород образует поры в шве, а кислород и азот существенно ухудшают механические свойства наплавленного металла.
Кислород попадает в зону сварки из окружающего воздуха, из влаги кромок свариваемого металла, из влаги флюсов, обмазки электродов и защитных газов, а также из материалов обмазки и флюсов. В материалах обмазки и флюсах кислород находится в виде оксидов марганца, кремния и др. В процессе сварки кислород соединяется с железом и остается в металле шва в виде оксида FeO.
С повышением содержания кислорода в металле шва снижается предел прочности, предел текучести, ударная вязкость; ухудшается коррозионная стойкость, жаропрочность сталей. Удаление кислорода из расплавленного металла достигается за счет введения в сварочную ванну таких элементов, как марганец и кремний. Эти элементы взаимодействуют с оксидом железа FeO, кислород в связанном состоянии переходит в шлак или на поверхность сварочной ванны. Такой процесс называется раскислением.
Азот попадает в зону сварки из окружающего воздуха. Азот растворяется в железе, марганце, титане, молибдене и вступает с ними в химическое взаимодействие с образованием нитридов. Нитриды резко увеличивают прочность и снижают пластичность сварного шва. Для уменьшения содержания азота в металле шва необходимо исключить азот из зоны сварки. Этого достигают при сварке в защитных газах.
Водород, подобно кислороду и азоту, поглощается в процессе сварки металлом шва. Источником водорода в зоне сварки может служить атмосферная влага, влага покрытия или флюса, влага ржавчины на поверхности сварочной проволоки и на свариваемых кромках. В отличие от кислорода и азота водород не образует в процессе сварки химических соединений с железом, а лишь растворяется в расплавленном металле. Повышенная растворимость водорода в жидком металле приводит к пористости.
Уменьшения содержания водорода в металле шва можно добиться путем предварительного прокаливания толстопокрытых электродов и флюсов, тщательной зачисткой свариваемых кромок от ржавчины, окалины и других загрязнений, предварительным нагревом деталей.
Одновременно с удалением из металла шва кислорода, азота водорода необходимо также очищать (рафинировать) металл шва от серы и фосфора, являющихся вредными примесями в сталях. Сера попадает в сварочную ванну из основного металла, сваркой проволоки, покрытий и флюсов. Наиболее неблагоприятной формой сернистых соединений в металле шва является сульфид железа FeS. В процессе кристаллизации он образует с железом эвтектику с температурой плавления ниже, чем у основного металла. Эвтектика располагается между зернами кристаллизующегося металла и является причиной возникновения горячих трещин сноломкость. Избавиться от появления такого дефекта позволяют марганец и кальций, содержащиеся в сварочной проволоке и обмазке электрода.
Фосфор в металле шва находится в виде фосфидов железа Fe3P и Fe2P. Увеличение фосфора в металле шва снижает ударную вязкость, особенно при низких температурах, поэтому фосфор необходимо удалять. Это достигается за счет его окисления и удаления в шлак.
Для снижения вредного влияния серы и фосфора их содержащееся в основном и электродном металле, в покрытии электродов и флюсах строго ограничивается соответствующими стандартами.
1. Расскажите о влиянии атмосферных газов на качество сварных швов.
2. Расскажите об особенности влияния водорода на качество сварного. Каково влияние вредных примесей (серы и фосфора) на качество сварных швов?
3. В чем заключается рафинирование?
5. Металлургические процессы при сварке под флюсом и в защитных газах
При сварке под плавлеными флюсами защита зоны сварки от окружающего воздуха происходит более эффективно. Это доказано исследованием содержания азота в металле шва. Например, при сварке тонкопокрытыми электродами остаточный азот составляет около 0,2 %; при сварке толстопокрытыми электродами – 0,03 %; при сварке под плавленым флюсом – 0,008 %.
Имеется ряд особенностей металлургических процессов при сварке под флюсом. Особенно интенсивно протекают металлургические процессы между жидким (расплавленным) флюсом и металлом, в результате чего изменяется состав металла шва. Сварку низкоуглеродистых сталей рекомендуется проводить под марганцовистыми высококремнистыми флюсами, где наблюдается процесс восстановления кремния и марганца, частичное окисление углерода, при этом оксид железа растворяется в жидком металле шва, частично переходит в шлак.
На участках сварочной ванны позади дуги при охлаждении жидкого металла, вплоть до затвердевания, продолжается раскисление металла. Кремний и марганец подавляют реакцию окисления углерода, что уменьшает образование пор. Обогащение металла шва марганцем очень важно, так как он обеспечивает вывод сернистых соединений из металла шва, предупреждая тем самым появление горячих трещин.
Изменение режима сварки влияет на содержание серы и фосфора в шве. При увеличении сварочного тока увеличивается количество расплавленного флюса и, как следствие, содержание фосфора в шве уменьшается, а содержание серы несколько возрастает. Повышение напряжения дуги при неизменном токе приводит к тому, что расплавленного флюса становится значительно больше, чем требуется для защиты расплавленного металла. В этом случае увеличивается переход марганца и кремния в шов, но увеличивается и переход фосфора в металл шва. Одновременно содержание серы в металле шва уменьшается. Таким образом, невозможно идеально освободиться от вредных примесей. Улучшения качества сварного шва можно добиться за счет применения керамических флюсов.
Керамические флюсы содержат большое количество ферросплавов, что позволяет улучшить металлургические процессы при сварке. В процессе сварки происходит более полное раскисление наплавленного металла, легирование наплавленного металла осуществляется в широких пределах.
Для улучшения структуры сварных швов в металл шва вводят специальные добавки (модификаторы).
Металлургические процессы при сварке в защитных газах значительно отличаются от ранее рассмотренных. Из защитных газов наибольшее применение имеют инертные аргон, гелий и активный углекислый газ.
При сварке в инертных газах металлургические процессы протекают только между элементами, содержащимися в металле сварочной ванны. Кислород и азот воздуха оттесняются инертными газами из зоны сварки.
Для предотвращения образования пористости шва при сварке в инертных газах необходимо тщательно удалять ржавчину и загрязнения с кромок основного металла и с поверхности сварочной проволоки.
При сварке в С02 газ оттесняет от сварочной зоны окружающий воздух и защищает расплавленный металл от проникновения азота. При сварке в С02 углекислый газ распадается под воздействием высокой температуры на СО и 02. Дуга активно окисляет металл сварочной ванны, и роль С02 сводится лишь к защите сварочной ванны от проникновения азота из воздуха. Для предотвращения чрезмерного окисления железа большое количество элементов раскислителей (марганец и кремний) вводится в сварочную ванну только через сварочную проволоку Св-08ГС и Св-08Г2С. В этом случае наплавленный металл получается с высокими механическими свойствами.
Для уменьшения содержания водорода в металле шва необходима добавка в углекислый газ 5—15 % кислорода. При этом в процессе сварки увеличивается глубина противления, так как энергичнее протекают реакции окисления марганца и кремния с выделением теплоты.
1. Каково назначение флюсов?
2. Расскажите об особенностях металлургических процессов при сварке под флюсом.
3. Какое влияние оказывает режим сварки на содержание вредных примесей в сварном шве?
4. В чем достоинства керамических флюсов?
5. Каковы особенности металлургических процессов при сварке в защитных газах?
6. Тепловые процессы при электрической сварке плавлением
Сварочная дуга является мощным концентрированным источником теплоты, температура столба дуги по его продольной оси составляет более 6000 °С, при этом большая часть электрической энергии, потребляемая дугой, превращается в тепловую. Распределение теплоты вдоль дугового промежутка происходит в соответствии с падением напряжения в его областях (см. рис. 13). При электрошлаковой сварке теплота получается за счет прохождения тока по шлаковой ванне. Электрическая мощность (Вт) в общем виде выражается уравнением:
где IСВ – ток, протекающий в сварочной цепи, А;
UСВ – напряжение на дуге или шлаковой ванне, В.
Электрическая энергия, потребляемая при электрической сварке, в основном превращается в тепловую. Поэтому полную тепловую мощность сварочной дуги или шлаковой ванны можно определить по уравнению (Вт):
где k – коэффициент, учитывающий влияние, оказываемое несколько меньшим напряжением зажигания дуги, чем напряжение холостого хода.
При сварке на постоянном токе коэффициент принимается равным единице, а при сварке на переменном токе – 0,70—0,97 (в зависимости от состава атмосферы дуги, состава шлаковой ванны, теплофизических свойств электродов и соотношения между напряжением холостого хода источника питания дуги и напряжением дуги). Не вся теплота используется полностью на расплавление металла, часть ее расходуется непроизводительно. Характер использования полной тепловой мощности процесса можно установить по тепловому балансу, показывающему, как и на что расходуется полная тепловая мощность при дуговой или электрошлаковой сварке. Эффективная тепловая мощность процесса электрической сварки плавлением есть количество теплоты, введенное в изделие в единицу времени. Непроизводительная часть расходуется на теплоотдачу в окружающую среду, на нагрев ползунов (при электрошлаковой сварке) и т. д.; эта часть составляет потери теплоты при сварке. Эффективная тепловая мощность определяется из уравнения:
где η – эффективный КПД нагрева изделия, который представляет отношение эффективной тепловой мощности дуги (или электрошлакового процесса) к полной тепловой мощности.
Ниже приведены значения КПД для некоторых способов сварки:
для дуговой сварки тонкопокрытым электродом……………………0,50—0,65
неплавящимся электродом в защитном газе…………………………..0,50—0,60
для электрошлаковой сварки………………………………………………..0,70—0,85
Эффективная тепловая мощность зависит от способа сварки, состава покрытия и флюса, материала электрода, а также типа сварного шва. Так, например, при одной и той же электрической мощности КПД дуги будет больше при сварке стыкового соединения с разделкой кромок, чем при наплавке на плоскость. Теплота, выделяемая в дуге, наиболее рационально используется при автоматической сварке.
При дуговой сварке нагрев и расплавление электрода осуществляются за счет энергии, выделяемой дугой в активном пятне, расположенном на его торце. Нагрев вылета электрода происходит за счет теплоты, выделяемой при прохождении по нему тока по закону Джоуля-Ленца. Вылетом называется участок электрода от места контакта с токоподводящим устройством до его конца. Например, при сварке вручную вылет электрода в начале сварки составляет 200– 400 мм и в конце сварки 30—40 мм. При автоматической и механизированной сварке под флюсом и в защитных газах вылет электродной проволоки составляет 12—70 мм в зависимости от ее диаметра и теплофизических свойств. Количество теплоты, выделяемое в электроде в единицу времени, будет тем больше, чем больше плотность тока, удельное сопротивление и вылет электрода. При ручной сварке это приводит к значительному повышению температуры электрода, что ограничивает величину тока, применяемую при этом способе сварки. Качество шва будет обеспечено только тогда, когда температура электрода в момент расплавления его торца не будет превышать 600—700 °С. Нагрев электрода до более высоких температур приводит к отслаиванию покрытия, ухудшению формирования шва и увеличению потерь на разбрызгивание. Механизированные способы сварки, благодаря малому вылету электрода, позволяют применять большую плотность тока и поэтому более производительны. Производительность сварки характеризуется погонной энергией. Погонная энергия сварки представляет собой отношение эффективной тепловой мощности дуги к скорости ее перемещения
Исходя из этой формулы устанавливаем, что поперечное сечение однопроходного или многопроходного шва (валика), выполненного дуговой сваркой, будет находиться в прямой зависимости от ее погонной энергии.
1. По какой формуле можно определить эффективную тепловую мощность?
2. Что характеризует коэффициент в формуле тепловой мощности сварочной дуги?
3. Что вы знаете об эффективном КПД нагрева изделия?
4. При каком виде сварки наиболее рационально используется теплота, выделяемая в дуге?
5. Какая температура нагрева электрода является оптимальной для формирования качественного сварного шва?
6. Что такое погонная энергия сварки и на что она влияет?
Источник