Приборы для контроля зазоров подшипников качения







Приборы для контроля зазоров подшипников качения (далее — приборы) предназначены для измерения и допускового контроля осевого или радиального внутренних зазоров подшипников качения.
Скачать
Информация по Госреестру
| Основные данные | |
|---|---|
| Номер по Госреестру | 78499-20 |
| Наименование | Приборы для контроля зазоров подшипников качения |
| Межповерочный интервал / Периодичность поверки | 1 год |
| Страна-производитель | РОССИЯ |
| Срок свидетельства (Или заводской номер) | 29.06.2025 |
Производитель / Заявитель
Назначение
Приборы для контроля зазоров подшипников качения (далее — приборы) предназначены для измерения и допускового контроля осевого или радиального внутренних зазоров подшипников качения.
Описание
Приборы выпускаются шести модификаций БВ-7660, БВ-7660М, БВ-7718, В-7661М, БВ-7678М, БВ-7748.
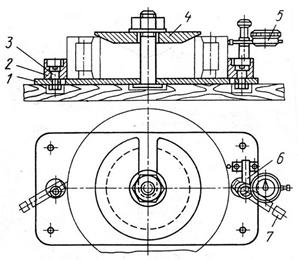
Приборы моделей БВ-7660, БВ-7660М, БВ-7718 (Рисунок 1) предназначены для измерений зазора подшипников в радиальном направлении, возникающем под действием радиальной знакопеременной измерительной нагрузки при заданном угловом положении колец и комплекта тел качения подшипника относительно его оси и различаются диапазоном диаметров отверстий и наружных диаметров колец измеряемых подшипников. Приборы выполнены в виде стационарного (настольного) устройства и обеспечивают измерение внутреннего радиального зазора подшипников по ГОСТ 520-2011 и состоят из следующих основных составных частей: измерительной станции с сенсорной панелью управления; сетевого адаптера; USB флеш-накопителя, комплекта оправок и колец; контрольного подшипника.
Контролируемый подшипник устанавливают на прибор при помощи соответствующей базирующей оправки и подводят к подшипнику верхний и нижний измерительные наконечники и нагружающие кронштейны. Устанавливая подшипник в различные угловые положения к наружному кольцу подшипника, при помощи управляемого оператором рычажно-весового механизма прибора прикладывают направленную вверх и вниз измерительную нагрузку. Радиальные перемещения колец подшипника под действием приложенной нагрузки автоматически измеряются посредством двух индуктивных датчиков, механически связанных с верхним и нижним измерительными наконечниками.
Панель управления содержит встроенную двухканальную измерительную систему, выполняющую аналого-цифровое преобразование сигналов датчиков, и оснащена микропроцессором.
Приборы моделей В-7661М, БВ-7678М, БВ-7748 (Рисунок 2) предназначены для измерений зазора подшипников в осевом направлении под действием осевой знакопеременной измерительной нагрузки при заданном угловом положении колец и комплекта тел качения подшипника относительно его оси и различаются диапазоном диаметров отверстий и наружных диаметров колец измеряемых подшипников. Модель БВ-7748 имеет меньшие измерительные нагрузки. Приборы выполнены в виде стационарного (настольного) устройства, обеспечивают измерение внутреннего осевого зазора подшипников в соответствии с ГОСТ 520-2011 и состоят из следующих основных составных частей: измерительной станции; информационной стойки с электронным блоком; сетевого адаптера; комплекта оправок и колец; контрольного подшипника. Приборы оснащаются сменными шпинделями, что обеспечивает возможность установки на измерительную станцию широкого диапазона подшипников.
Контролируемый подшипник закрепляют на шпинделе при помощи базирующей оправки и при помощи башмаков на столе измерительной станции прибора. Устанавливая подшипник в различные угловые положения, к внутреннему кольцу подшипника при помощи управляемого оператором рычажно-весового механизма станции, прикладывают направленную вверх и вниз измерительную нагрузку. Осевое перемещение колец подшипника (относительно друг друга) под действием приложенной нагрузки автоматически измеряется посредством индуктивного датчика, механически связанного со штоком и столом станции.
Электронный блок панели управления содержит одноканальную индуктивную измерительную систему, выполняющую аналого-цифровое преобразование сигнала датчика, и оснащен микропроцессором.
Микропроцессор приборов БВ-7660, БВ-7660М, БВ-7718, В-7661М, БВ-7678М, БВ-7748 выполняет линеаризацию характеристик индуктивных датчиков и запоминание их отсчетов после приложения измерительной нагрузки (по сигналам установленных в приборе конечных выключателей). Кроме того, микропроцессор выполняет вычисление единичных и среднего радиальных (осевых) зазоров подшипника, а также осуществляет допусковый контроль (в соответствии с установленными браковочными границами).
При выполнении контроля на дисплее панели управления индицируются значения прикладываемых измерительных нагрузок, измеренные значения единичных радиальных (осевых) зазоров и результаты их допускового контроля («БРАК-», «НОРМА» или «БРАК+»), а после завершения контроля — значение среднего радиального (осевого) зазора и результат его допус-кового контроля, а также общее заключение о годности подшипника («БРАК» или «НОРМА»). Кроме того, на дисплее индицируются сообщения, направляющие действия оператора (т.н. «подсказки»).
Результаты контроля каждого подшипника идентифицируются посредством номера подшипника, а также даты и времени проведения контроля (определяются автоматически по внутреннему таймеру) и могут быть сохранены в энергонезависимой памяти прибора.
Сохраненные в памяти результаты контроля подшипников могут быть просмотрены оператором, выведены на USB флеш-накопитель или удалены из памяти.
Пломбирование приборов БВ-7660, БВ-7660М, БВ-7718, В-7661М, БВ-7678М, БВ-7748 не предусмотрено.
а) Прибор модели БВ-7661М б) Прибор модели БВ-7678М в) Прибор модели БВ-7748
Рисунок 2 — Приборы для контроля осевого зазора подшипников моделей БВ-7661М; БВ-7678М; БВ-7748
Программное обеспечение
Программное обеспечение установлено на промышленном компьютере в пульте управления. Программное обеспечение управляет процессом измерений, собирает и анализирует данные и выполняет вычисления параметров. В программной оболочке функции, дающие возможность изменения программного обеспечения пользователем, отсутствуют.
Идентификационные данные программного обеспечения приведены в таблице 1.
Таблица 1 — Идентификационные данные программного обеспечения
Источник
Приборы для измерения радиального зазора подшипников



ПРОТОН-ПРЗ-А
Прибор для измерения радиального зазора методом «А»
Запрос коммерческого предложения

Прибор для измерения радиального зазора методом «А»
Устройство для измерения радиального зазора ПРОТОН-ПРЗ-А предназначено для определения внутреннего радиального зазора радиальных подшипников качения в соответствии с ГОСТ 520-2011, методом «А».
Приспособление способно проверять радиальный зазор у подшипников внутренним диаметром от 35 мм. до 150 мм. Устройство выполнено из высококачественной стали, покрытое порошковой краской, Индикатор часового типа, входящий в комплект, имеет цену деления 0,002 мм. для обеспечения высокоточных результатов.
ПРОТОН-ПРЗ-А поставляется как отдельное независимое устройство, так и в составе комплексов ПРОТОН-СПП-УВХ и ПРОТОН-СПП-КВК
| Технические характеристики ПРЗ-А | Значение |
|---|---|
| Внутренний диаметр контролируемого подшипника, мм | 35-150 |
| Наружный диаметр контролируемого подшипника, мм | 55-320 |
| Ширина контролируемого подшипника, мм | 10-106 |
| Цена деления индикатора, мм | 0,002 |
| Габаритные размеры, мм | 517,65*390*100 |
| Масса, кг, не более | 14 |
| № | Параметр | Значение |
|---|---|---|
| 1 | Внутренний диаметр контролируемого подшипника, мм | 35….150 |
| 2 | Наружный диаметр контролируемого подшипника, мм | 55….320 |
| 3 | Ширина контролируемого подшипника, мм | 10….60 |
| 4 | Цена деления индикатора, мм | 0,002 |