Шероховатость посадочных и опорных торцовых поверхностей подшипников Московского Подшипникового Завода №7 (ООО «МПЗ-7»).
Посадочные поверхности под подшипники и торцовые поверхности заплечиков валов ,и корпусов должны быть тщательно обработаны во избежание смятия и среза микронеровностей в процессе запрессовки и эксплуатации, а также появления коррозии. Параметры шероховатости Ra и Rz посадочных поверхностей под подшипники на валах и в корпусах из стали, а также опорных торцов заплечиков не должны превышать значений, указанных в табл. 96. Параметр шероховатости Ra посадочных поверхностей валов для подшипников на закрепительных или стяжных втулках не должен превышать 2,5 мкм.
Допускается значение параметра шероховатости Ra посадочных поверхностей и опорных торцов заплечиков в чугунных корпусах принимать не более 2,5 мкм для диаметров сопряжении до 80 мм и параметра Rz не более 20 мкм для диаметров свыше 80 мм при установке подшипников классов точности 0 и 6 и при условии обеспечения заданного ресурса работы подшипникового узла.
96. Параметры шероховатости посадочных поверхностей валов и корпусов из стали
Посадочные поверхности
Классы точности подшипников по ГОСТ 520-89
Значения, мкм, не более, для номинальных диаметров подшипников
до 80 мм
св.80 до 500 мм
св. 500 до 2500 мм
Ra
Rz
Опорных торцов заплечиков валов и корпусов
Примечания. 1. В скобках указаны значения параметра шероховатости Ra, применение которого менее предпочтительно. 2. В технически обоснованных случаях по согласованию потребителей с изготовителями для номинальных диаметров валов до 10 мм под подшипники класса точности 2 допускается шероховатость посадочной поверхности вала до 0,32 мкм.
Допускается значение параметра шероховатости Ra посадочных мест и опорных торцов заплечиков на валах и в корпусах, выполненных из стали, длямалонагруженных подшипников класса точности 0, принимать не более 2,5 мкм для диаметров сопряжении до 80 мм и Rz не более 20 мкм для диаметров более 80 мм. К малонагруженным относят подшипники, работающие с частотой вращения, не превышающей 0,05 предельной nпр при радиальной нагрузке Fr, не превышающей 0,05 радиальной динамической грузоподъемности Сг, и при коэффициенте безопасности КБ = 1.
Внутренний диаметр шлицевых соединений (не шлифованных)
Свободные не сопрягаемые поверхности торцовые поверхности валов, муфт, втулок
Rz=25
Торцевые поверхности под подшипники качения
Поверхности втулок, колец, ступиц, прилегающих к другим поверхностям , но не являющиеся посадочными
Ra= 3.2
Шаровые поверхности ниппельных соединений
Канавки под уплотнительные резиновые кольца подвижных и неподвижных торцевых соединений
Радиусы скругления на силовых валах
Поверхности осей для эксцентриков
Опорные плоскости реек
Ra= 1.6
Поверхности разъема герметичных соединений без прокладок или со шлифованными металлическими прокладками
Наружные диаметры шлицевых соединений
Отверстия пригоняемых и регулируемых соединений (вкладыши подшипников и др.) с допуском зазора -натяга 25-40 мкм
Цилиндры, работающие с резиновыми манжетами
Отверстия подшипников скольжения
Трущиеся поверхности малонагруженных деталей
Ra= 0.8
Притираемые поверхности в герметичных соединениях
Поверхности зеркала цилиндров работающих с резиновыми манжетами
Торцевые поверхности поршневых колец при диаметре менее 240 мм
Валы в пригоняемых и регулируемых соединениях с допуском зазора-натяга 7-25 мкм
Трущиеся поверхности нагруженных деталей.
Посадочные поверхности 2-го класса точности с длительным сохранением заданной посадки: оси эксцентриков, точные червяки, зубчатые колеса
Сопряженные поверхности бронзовых зубчатых колес
Рабочие шейки распределительных валов
Штоки и шейки валов с уплотнениями
Ra= 0.4
Шейки валов: 1-го класса точности диаметром свыше 1 до 30 мм, 2-го класса — свыше 1 до 10 мм
Валы с пригоняемыми и регулируемыми соединениями (шейки шпинделей, золотники) с допусками зазора-натяга 4-7 мкм
Трущиеся поверхности сильно нагруженных деталей
Цилиндры работающие с поршневыми кольцами
Ra= 0.2
Поверхности работающие на трение, от износа которых зависит точность работы механизма
Ra= 0.1
Валы в пригоняемых и регулируемых соединениях с допуском зазора-натяга 2,5-6,5 мкм
Отверстия в пригоняемых и регулируемых соединениях с допуском зазора-натяга до 2,5 мкм
Источник
Посадка подшипников
Выбор правильной посадки, обеспечение требуемой чистоты и значения допусков размеров поверхностей под подшипники является ключевым фактором, обеспечивающим долговечность, надежность механизмов.
Исходя из особенностей работы подшипника, кольцо, которое вращается должно закрепляться на опорной поверхности неподвижно, с натягом, а неподвижное кольцо садиться в отверстие с минимальным зазором, относительно свободно.
Установка с натягом вращающегося кольца не дает ему проворачиваться, что могло бы привести к износу опорной поверхности, контактной коррозии, разбалансировке подшипников, развальцовке опоры, чрезмерному нагреву. Так, в основном, выполняется посадка подшипника на вал, который работает под нагрузкой.
Для неподвижного кольца небольшой зазор даже полезен, а возможность проворота не чаще одного раза за сутки делает износ опорной поверхности более равномерным, минимизирует его.
Основные термины
Рассмотрим подробнее основные термины и понятия, определяющие посадки подшипников. Современное машиностроение основано на принципе взаимозаменяемости. Любая деталь, изготовленная по одному чертежу должна устанавливаться в механизм, выполнять свои функции, быть взаимозаменяемой.
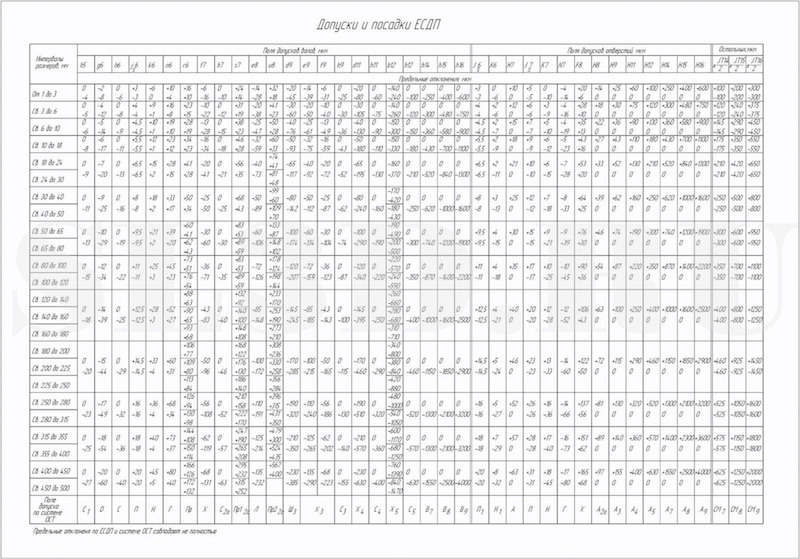
Для этого чертеж определяет не только размеры, но и максимальные, минимальные отклонения от них, то есть допуски. Значения допусков стандартизованы единой системой для допусков, посадок ЕСДП, разбиты по степеням точности (квалитетам), приводятся в таблицах.
Их также можно найти в первом томе Справочника конструктора-машиностроителя Анурьева, и ГОСТах 25346-89, а также 25347-82 или 25348-82.
Согласно ГОСТ 25346-89 определены 20 квалитетов точности, но в машиностроении обычно используются с 6 по16. Причем, чем ниже номер квалитета, тем выше точность. Для посадок шарико и роликоподшипников актуальны 6,7, реже 8 квалитеты.
В пределах одного квалитета размер допуска одинаков. Но верхнее и нижнее отклонение размера от номинала расположены по-разному и их сочетания на валах и отверстиях образуют различные посадки.
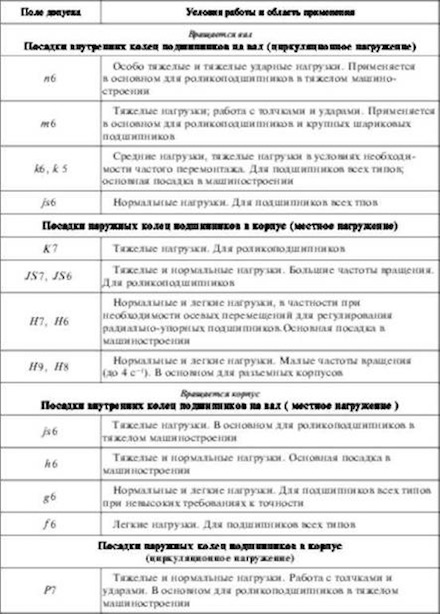
Существуют посадки обеспечивающие гарантию зазора, натяга и переходные, реализующие как минимальный зазор, так и минимальный натяг. Посадки обозначают латинскими строчными буквами для валов, большими для отверстий и цифрой, указывающей на квалитет, то есть степень точности. Обозначения посадок:
с зазором a, b, c, d, e, f, g, h;
переходных js, k, m, n;
с натягом p, r, s, t, u, x, z.
По системе отверстия для всех квалитетов оно имеет допуск H, а характер посадки определяется допуском вала. Такое решение позволяет уменьшить количество необходимых контрольных калибров, инструмента режущего и является приоритетным. Но в отдельных случая используется система вала, в которой валы имеют допуск h, а посадка достигается обработкой отверстия. И именно таким случаем является вращение наружного кольца шарикоподшипника. Примером подобной конструкции могут служить ролики или барабаны натяжные конвейеров ленточных.
Выбор посадки подшипников качения
Среди основных параметров определяющих посадки подшипников:
характер, направление, величина нагрузки, воздействующей на подшипник;
точность подшипника;
скорость вращения;
вращение или неподвижность соответствующего кольца.
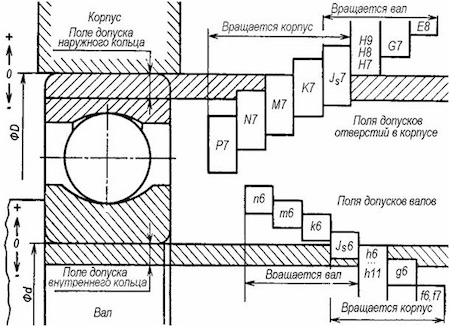
Ключевое условие, определяющее посадку – неподвижность либо вращение кольца. Для неподвижного кольца подбирается посадка с малым зазором и постепенное медленное проворачивание считается положительным фактором, уменьшающим общий износ, препятствующим местному износу. Вращающееся кольцо обязательно сажают с надежным натягом, исключающим проворот по отношению к посадочной поверхности.
Следующим важным фактором, которому должна соответствовать посадка под подшипник на валу или в отверстии, является вид нагружения. Различают три ключевых типа нагружения:
циркуляционное при вращении кольца относительно постоянно действующей в одном направлении радиальной нагрузки;
местное для неподвижного кольца относительно радиального нагружения;
колебательное при радиальной нагрузке колеблющейся относительно положения кольца.
Согласно ГОСТ 520 степени точности подшипников в порядке их увеличения соответствуют пяти классам 0,6,5,4,2. Для машиностроения при нагрузках невысокой и средней величины, например для редукторов, обычным является класс 0, который не указывается в обозначении подшипников. При более высоких требованиях к точности используется шестой класс. На повышенных скоростях 5,4 и только в исключительных случаях второй. Пример обозначения подшипника шестого класса 6-205.
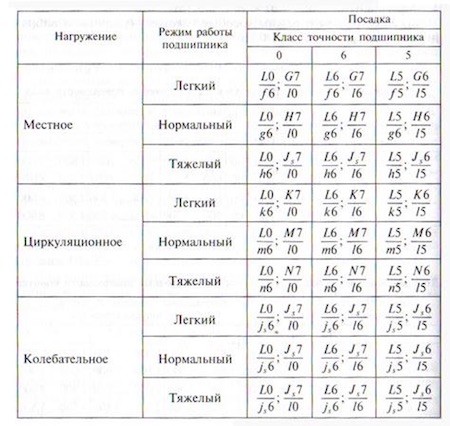
В процессе реального проектирования машин посадка подшипника на вал и в корпус выбирается в соответствие с условиями работы по специальным таблицам. Они приведены в томе втором Справочника конструктора-машиностроителя Василия Ивановича Анурьева.
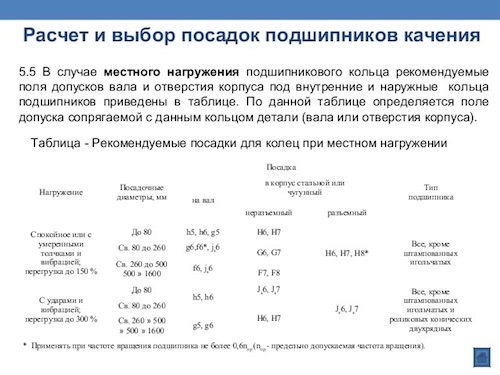
Для местного типа нагрузки таблица предлагает следующие посадки.
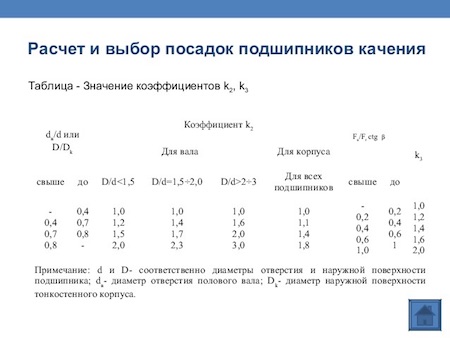
При условиях циркуляционного нагружения, когда радиальное усилие воздействует на всю дорожку качения, учитывают интенсивность нагружения:
Pr=(k1xk2xk3xFr)/B, где: k1 – коэффициент перегрузки динамической; k2 – коэффициент ослабления для полого вала или корпуса тонкостенного; k3 – коэффициент, определяемый воздействием осевых усилий; Fr – усилие радиальное.
Значение коэффициента k1 при перегрузках менее, чем в полтора раза, небольшой вибрации и толчках принимают равным 1, а при возможной перегрузке от полутора до трех раз, сильных вибрациях, ударах k1=1,8.
Значения k2 и k3 подбираются по таблице. Причем для k3 учитывают соотношение осевой нагрузки к радиальной, выраженное параметром Fc/Fr x ctgβ.
Соответствующие коэффициентам и параметру интенсивности нагружения посадки подшипников приведены в таблице.
Обработка посадочных мест и обозначение посадок под подшипники на чертежах.
Посадочное место под подшипник на валу и в корпусе должно иметь заходные фаски. Шероховатость посадочного места составляет:
для шейки вала диаметром до 80 мм под подшипник класса 0 Ra=1,25, а при диаметре 80…500 мм Ra=2,5;
для шейки вала диаметром до 80 мм под подшипник класса 6,5 Ra=0,63 а при диаметре 80…500 мм Ra=1,25;
для отверстия в корпусе диаметром до 80 мм под подшипник класса 0 Ra=1,25, а при диаметре 80…500 мм Ra=2,5;
для отверстия в корпусе диаметром до 80 мм под подшипник класса 6,5,4 Ra=0,63, а при диаметре 80…500 мм Ra=1,25.
На чертеже также указывают отклонение формы места посадки подшипников, торцовое биение заплечиков для их упора.
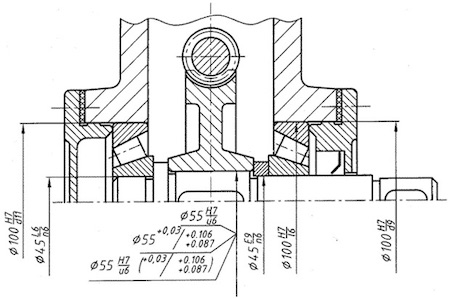
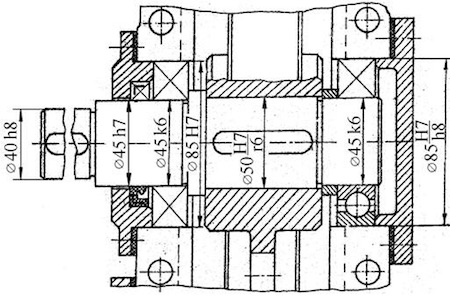
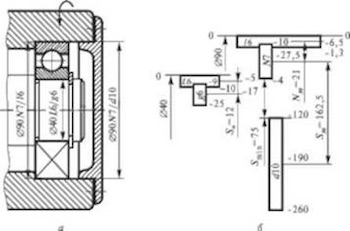
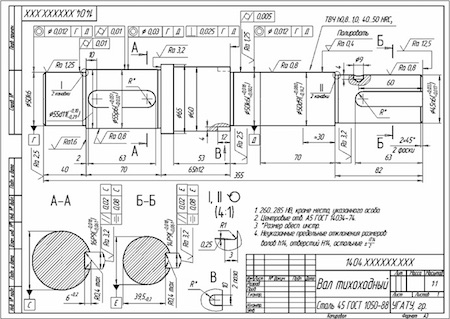
Пример чертежа, в котором указана посадка подшипника на валу Ф 50 к6 и отклонения формы.
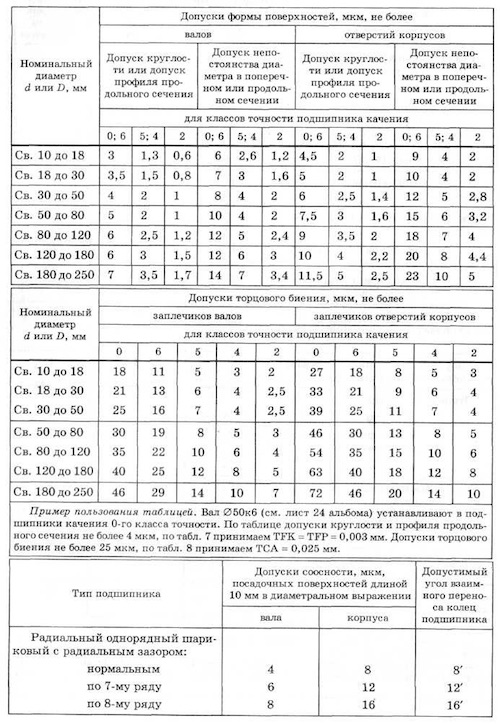
Значения отклонений формы принимаются по таблице в зависимости от диаметра, который имеет посадка подшипника на валу либо в корпусе, точности подшипника.
На чертежах указывают диаметр вала и корпуса под посадку, например, Ф20к6, Ф52Н7. На сборочных чертежах можно просто указывать размер с допуском в буквенном обозначении, но на чертежах деталей желательно кроме буквенного обозначения допуска приводить и его численное выражение для удобства рабочих. Размеры на чертежах указываются в миллиметрах, а величина допуска в микрометрах.