В принципе спектр смазок для принтера достаточно широк. На данный момент идет много споров, чем лучше смазывать. Я лишь поделюсь личным опытом, как это делать проще.
Есть два способа смазки линейных подшипников — для продвинутых пользователей густыми смазками — для ленивых проникающими смазками
Первое, что нужно усвоить — WD-40 — это смывка, а не смазка. Ее имеет смысл применять для смывки заводской консервационной смазки линейных подшипников.
Из густых смазок на данный момент самой популярной смазкой является Литол-24. Совершенно верно, эта смазка несовсем подходит для соединений металл-пластик, но тем не менее, не настолько вредна, как это описывают. Ресурса пластиковых обойм линейных подшипников хватит. Но лучше использовать любую смазку стандарта NLGI-2 (2 — это вязкость).
Наиболее подходящей смазкой для соединений металл-пластик все-таки считаются густые силиконовые смазки. Выбирать стоит термостойкие силиконовые смазки. Чем выше температура каплеобразования, тем лучше. Желательно, чтоб она была выше 80 градусов.
Смазка винтового вала оси Z производится путем обильного нанесения смазки на винт и протягиванием стола вверх вниз. Затем необходимо убрать скопившиеся излишки сверху и снизу гайки.
Для продвинутых пользователей наиболее предпочтительный способ смазывания линейных подшипников — набивка, чтоб подразумевает полную разборку кинематики принтера. Для этого необходимо:
снять подшипник
смыть старую или заводскую смазку используя популярную WD40
заложить смазку в подшипник
с двух сторон вставить валы, чтоб смазка начала заполнять канавки обойм шариков
перемещать подшипник на несколько сантиметров, чтоб распределить смазку вдоль всей обоймы
удалить лишнюю смазку (если подшипник промывали — излишки смазки можно использовать повторно)
Для ленивых можно ограничиться набивкой линейных подшипников оси Z способом описанным выше и смазкой винта оси Z. А вот смазку подшипников осей X и Y произвести проникающей силиконовой смазкой (в спрэе балончике с трубкой, бывает с тефлоном). Вполне так же может подойти оружейная смазка и смазка для швейных машин.
Следует помнить, что смазывать проникающими смазками необходимо чаще — примерно каждые 40 часов печати.
для смазки оси X необходимо положить принтер на бок, для смазки оси Y — на тыльную стенку (не забудьте, что там в стоке фидер, датчик филамента и крепление катушки) или лицом вниз.
вполне вероятно, что под своим весом у вас ось не переместится, но как только вы ее смажете, она скорее всего поедет. Соответственно ее нужно выдвинуть в верхнее положение и удерживать рукой (ну или привязать или подпереть).
на вал снизу голоы имеет смысл намотать ветошь или другой впитывающий материал.
стол лучше сразу закрыть пакетом, чтоб смазка не попала на ультрабазу.
берем WD40 или другу смывку и начинаем нежно вымывать старую смазку параллельно двигая голову, чтоб промылись все обоймы подшипников.
после смывания старой смазки нужно вытереть насухо валы, параллельно перемечая голову, чтоб вытекла смывка. Лучше на некоторое время оставить принтер на боку.
далее берем проникающую смазку и параллелно двигаем голову, чтоб обеспечить смазывание всех обойм подшипников.
Отдельно стоит ометить смазывание фидера. Здесь смазке подвергаются только три элемента и делать это нужно очень аккуратно, чтоб смазка не попала на зубцы подачи фиамента.
Для смазывания фидера лучше всего использовать густую силиконовую смазкую Смызваем:
Источник
Смазка линейных направляющих и линейных подшипников
В нынешнее время фирма SKF производит линейные направляющие и подшипники для линейного движения, наполненные консистентным смазочным материалом в заводских условиях. Использование изнаначально смазанных линейных подшипников разрешает уменьшить время монтажа, потому что тогда нет надобности наносить смазочный материал. Надежность подшипника возрастает из-за внедрения точно определенной проектировщиками дозы смазки в заводских условиях. Помимо этого, применение изначально заполненных смазкой подшипников уменьшает издержки на техническое обслуживание. В шаблонном выполнении шариковые втулки и линейные направляющие SKF для линейного движения для осей поперечником 6мм и больше заполняются смазочным материалом в заводских условиях.
Благодаря внутренней полости с консистентной смазкой и применению специальных двухкромочных уплотнений SKF (2LS), в процессе эксплуатации не потребуется повторное нанесение смазки, потому что расчетный интервал смены смазки выше срока эксплуатации подшипника. Линейные подшипники смазываются высокоэффективной консистентной смазкой SKF LGEP2. В случае происхождения доп вопросов о подготовительном смазывании подшипников в заводских условиях пользуйтесь нашей тех. поддержкой и справочником-каталогом по подшипникам качения и скольжения.
Уплотнение Благодаря двухкромочному сальнику линейные подшипники, изначально наполненные смазочным материалом и работающие в обычных критериях, не требуется смазывать на протяжении всего срока эксплуатации. Встроенная манжета спроектирована непосредственно для линейного движения. Кромки манжеты поддерживают полный контакт с поверхностью прецизионного вала, в одно и тоже время создавая отличное уплотнение в том числе и при применении в самоцентрирующихся шариковых втулках серии LBC. Кроме того, данные уплотнения спроектированы для работы при невысоком коэффициенте трения. Смазка LGEP2 считается универсальным смазочным материалом для промышленности и автомобильной отрасли, являясь отличным антизадирным материалом для подшипников. Смазка сделана на базе литиевого мыла/минерального масла, с использованием специальных присадок, обеспечивающих неплохие антикоррозионные свойства и износостойкость. По запросу доступны специализированные смазочные материалы для пищевой промышленности, а также высокотемпературные исполнения.
Профильные линейные направляющие, состоящие из линейного модуля (каретки) и направляющего рельса.
Повышенную жесткость конструкции
Бесшумное перемещение
Минимальное трение
Высокую точность
Минимальные затраты на обслуживание
Оптимальное соотношение: Цена / Качество
Линейные подшипники (втулки линейного перемещения) используются совместно с цилиндрическими направляющими (прецизионными валами)
Низкий коэффициент трения
Плавность хода
Пластиковый или стальной сепаратор
Возможность установки в корпус
Прецизионные валы:
Шлифованные
Закаленные
Длина до 6000мм
Возможность обработки по чертежам заказчика
ШВП представляют из себя систему, состоящую из ходового винта и гайки с шариками
Высокая точность
Плавность хода
Жесткость конструкции
Опоры для монтажа ШВП серий FK, EK, EF, FF, BF, BK
высокая точность и жесткость фиксации
высокая нагрузочная способность
Используются в следующих областях:
монтаж ШВП
шпиндельные узлы
фиксация особо важных узлов механизмов
узлы с высокой осевой нагрузкой
узлы с высоким уровнем вибрации
подходят для уплотнения при поступательном движении
состоят из металического корпуса, покрытого резиной и уплотняющей кромки
уплотнения устанавливаются кромкой к смазке — для уплотнения или кромкой наружу — для защиты от попадаия грязи и пыли
Источник
UNI Форум
Чем смазывать линейные подшипники?
Чем смазывать линейные подшипники?
Сообщение demonlibra » 31 янв 2020, 21:21
Ввиду специфики работы, раздобыл пару кг немецкой EP2. Применяется для смазки линейных подшипников и ШВП в станках в автоматической системой смазки. Взял сверху пожиже ).
На сколько знаю, купить EP 100 грамм проблематично, да и для MGN9 вязкость вероятно не та. Кто чем смазывает из того что реально добыть в ближайших магазинах по разумным ценам?
Re: Чем смазывать линейные подшипники?
Сообщение UNI » 05 фев 2020, 07:13
Re: Чем смазывать линейные подшипники?
Сообщение Obopotenb » 08 фев 2020, 13:57
Re: Чем смазывать линейные подшипники?
Сообщение MitoZ » 12 фев 2020, 20:09
в чатике по хивинам в телеге мне сказали, что есть рекомендации от хивина по поводу класса смазки — NLGI 2 как примеры от них же HIWIN G05 Klüber Klüberlub GL-261 Mobil Mobilux EP1 Fuchs LubritechLagermeister BF2 Lubcon TURMOGREASE CAK 2502
ее купить оказалось не проблема на авторынке (я взял вроде MANNOL LC-2), как понимаю, ближайший автомобильный «гаражный» аналог — шрусовая смазка, но тут не то чтобы сильно уверен
п.с. а вообще, были бы лишние деньги (а таких не бывает никогда ), или было бы где подбрить, то я бы себе нарыл OKS 425 с мазками этой конторы знаком лично по работе в типографии, ее разные типы закупались на обслуживание техники — хорошая и дорогая
Re: Чем смазывать линейные подшипники?
Сообщение Evg33 » 12 фев 2020, 20:14
Источник
Как смазать линейные направляющие
Подпишитесь на автора
Подпишитесь на автора, если вам нравятся его публикации. Тогда вы будете получать уведомления о его новых статьях.
Отписаться от уведомлений вы всегда сможете в профиле автора.
Не так давно уважаемый Ski поинтересовался, чем смазываю линейные направляющие. Решил раскрыть тему поподробнее и рассказать не только чем, но и как.
Как известно, основная беда многих китайских направляющих и подшипников в том, что они не смазаны для работы. Та липкая субстанция принимаемая за смазку является консервиром от коррозии. Да и то порой фиговым. И приходят шарики и ролики клинящими. Причем порой отсутствует смазка в подшипниках даже в собранных принтерах не говоря про DIY. И первым делом, собирая принтер, надо все хорошенько смазать. Лучше сначала отмыть подшипник от консервационной и заложить нормальную смазки. Но я так не делаю, не мою.
В отечественных подшипниках, кстати, согласно ГОСТ, уже имеется смазка на весь срок службы подшипника.
Вот как заложить смазку в подшипник порой не менее сложная задача, чем выбрать чем смазать т.к. подшипники в основном используются закрытые 2RS или ZZ. В линейных направляющих цилиндрических и дешевых рельсовых отсутствует масленка. Я не сторонник снимать защитные манжеты и раскручивать направляющие и поэтому выбрал другое для себя решение.
Кто-то знает, а кто-то нет, но медицинские шприцы имеют разные диаметры иглы.
18GA это внешний диаметр иглы 1,25 мм.
Просто по той причине, что она у меня есть и ее качество проверено. Заклинивший подшипник генератора ВАЗ-2108, который не смогли выпрессовать, нашпиговали этой смазкой и я на нем проездил год, хотя планировалось до магазина за новым генератором и обратно в сервис. Подшипник гремел, но генератор работал исправно выдавая необходимое электричество.
В интернете много чудес про PROLONG рассказывают. У меня же чудоэто то, что на ней китайские подшипники в не менее китайском дрыгостоле из серии ‘дрыго-тронкси — ж.па-смерть’ (с) Dagov более года отработали при интенсивной нагрузке. К тем, что на Y до сих пор нареканий нет. X — поменял.
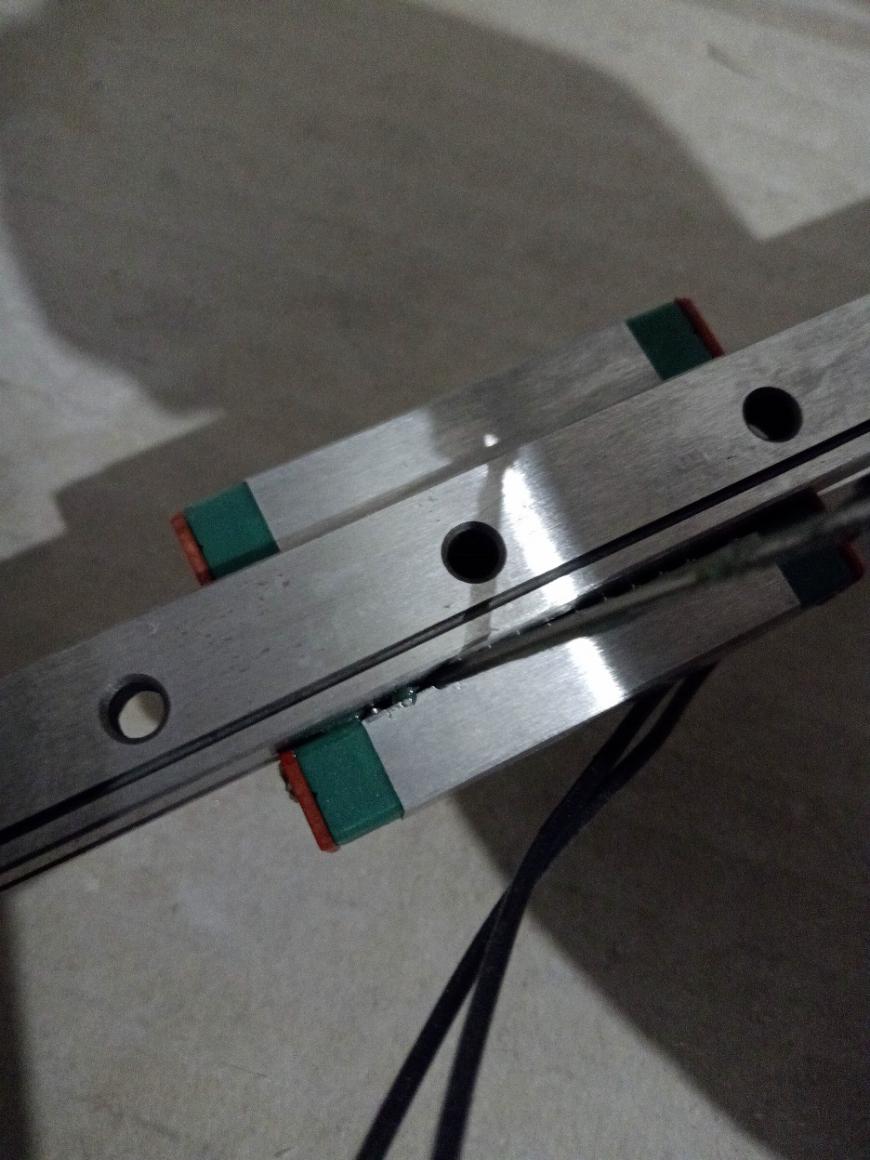
Шприцом удобно выдавить небольшое количество смазки именно на ролики как цилиндрических
Если смазка очень густая и плохо давится, то положите шприц со смазкой в горячую воду.
И смазывайте, смазывайте, смазывайте.
Подпишитесь на автора
Подпишитесь на автора, если вам нравятся его публикации. Тогда вы будете получать уведомления о его новых статьях.
Отписаться от уведомлений вы всегда сможете в профиле автора.
Источник
Советы профессионала: чем лучше смазывать ШВП на ЧПУ ?
Применение станков с ЧПУ по обработке дерева и металла: фрезерных, токарных и других, побуждает эксплуатационщиков найти эффективное масло для смазки узлов.
Чтобы минимизировать трение деталей во время работы различных станков-роботов, для смазывания используют специальное масло и качественные смазочные материалы для их техобслуживания.
В подобных устройствах с ЧПУ есть шарико-винтовые пары (ШВП). Они могут отличаться видом и конструкцией, но имеют одно предназначение – преобразовывать движение из вращательного в поступательное. С их помощью легко избегать резких скачков при линейном изменении положения корпуса и подшипников. Чтобы трение было сведено к минимуму, поверхность комплектующих в станке тщательно шлифуется. Есть особые требования к его техобслуживанию.
Роль шарико-винтовых передач
В смазке нуждаются также все системы и виды линейного перемещения: шариковые рельсовые направляющие, на кулачковых роликах и с шариковыми втулками, и непосредственно высокоточные шарико-винтовые передачи, которые применяются в станках нового типа.
Именно ШВП обеспечивают высокую точность позиционирования (6 мкм с длиной перемещения 300 мм). Высокая скорость обработки деталей и частота вращения, влияние на станок ударных нагрузок при резке метала или прочной древесины, способствуют изнашиванию этих узлов, приводят к задирам. Суппорт начинает двигаться рывками, появляется вибрация, а это плохо влияет на качество обработки деталей.
Эти узлы отличаются сложностью в изготовлении, высокой стоимостью, поэтому к ним специалисты обычно относятся исключительно бережно, тратя солидные суммы на масло для смазки.
Какие масла подойдут для ШВП
Среди отечественных смазок, подразделяющихся на литиевые, бариевые и углеводородные, самыми популярными считаются литиевые, с совокупностью ценных эксплуатационных качеств. Поэтому литиевые смазки получили всеобщее признание в мире, как идеальные. В их числе Литол-24 – средство представляет мягкую мазь, имеющую вишневый или же коричневый цвет. К этому классу смазок относятся ШРУС-4 и Фиол-2У.
А как насчет «Циатим-201»? Эту многоцелевую смазку, сохраняющую свои свойства при низкой температуре – до – 60°С, применяют в узлах трения, скольжения и качения. Благодаря этому, ее применяли на Крайнем Севере.
Но эта литиевая смазка механически нестабильна. Лучше предпочесть несколько зарубежных аналогов этой смазки: BP Energrease, Mobil Мobiltemp, AeroShell Grease, Teboil 0-Grease. Есть аналоги и среди отечественных средств – Зимол, Эра, Лита, МС-70 и другие.
В процессе ухода за ШВП применяют Molykote Multilub – многофункциональную смазку, изготовленную из минерального масла, а литиевое мыло взято в качестве загустителя. Её главные достоинства:
повышенная несущая способность;
низкая летучесть масла;
хорошая стойкость к процессу окисления;
наличие среди компонентов противозадирных присадок;
смазанные нею узлы, работают длительное время без ремонта и дополнительных смазок.
Продукт выпускается в расфасовке 100 и 400 г, 1, 5, 20, 50 и 180 кг.
Если внимательно прочесть техническую документацию (а это нужно делать обязательно), можно узнать о расширенной сфере применения Molykote Multilub:
линейные подшипники станков;
смазка хорошо ложится на подшипниках шпинделей, направляющих;
нею можно смазывать различные узлы трения;
смазываются подшипники у электродвигателя и вентилятора, зубчатая передача (открытая и закрытая), шпоночные соединения.
И это далеко не все преимущества масла.
Ещё один отличный продукт фирмы Molykote
Фирмой Molykote (Нидерланды) производится также дисперсия Multigliss Spray в упаковке 400 мл, что удобно для частного лица, имеющего дома единственный станок с ЧПУ. А предприятия с большим парком покупают расфасовку 5 л.
Для крупных предприятий отрасли, где станки в большом количестве, есть смысл приобретать дисперсию Molykote Multigliss, объёмом 200 л. Кстати, большая расфасовка не всегда есть в наличии, поэтому стоит на сайте заказать уведомление о её поступлении на склад.
У продукта есть множество плюсов, побуждающих к повсеместному применению:
большая устойчивость к морозам;
отличные свойства антикоррозионного плана;
способность хорошо проникать в вещество;
в период резания металла снижается трение и износ инструмента.
Применяют дисперсию для того, чтобы удалить ржавчину; защитить металлические узлы от коррозии, облегчить демонтаж прикипевших деталей.
HG40 – отличный вариант смазки
Этой силиконовой смазкой с водоотталкивающими свойствами обрабатывают разные поверхности из металла, винила, пластика и резины, чтобы надежно их защитить от влаги; она эффективно предотвращает коррозию и растрескивание.
Показана для механизмов, которые находятся на открытом воздухе и переносят неблагоприятные воздействия окружающей среды, смазка содействует тому, чтобы диэлектрические свойства изоляции сохранились.
Аэрозольная упаковка – возможность точно дозировать количество смазки и аккуратно нанести состав на поверхности, среди которых:
Помимо станков, в ней нуждаются снегоходы, автомобили, спортивный инвентарь (катера, мотоциклы: водные и наземные, велосипеды), инструменты музыкантов, швейная техника, даже дверные и оконные петли. При её помощи консервируют хромированные детали, если их надо сохранить длительное время без работы.
Молибденовая смазка
Смазкой с маркировкой HG5531 хорошо смазывать открытые узлы трения из металла, которые работают при повышенных нагрузках и сильно разогреваются – до +160 °С. Тонкодисперсный молибден в её составе и компоненты, устойчивые к высокому давлению, способствуют выдерживать до 7000 кг/см². Она сделалась востребованной:
в автомобилях и катерах;
в подъемно-транспортном оборудовании;
в сельскохозяйственной и домашней технике;
в станках с ЧПУ.
Молибденовая смазка применяется для защиты ШВП и направляющих; шарниров и других узлов трения; предохраняет от ржавчины, будучи устойчивой к воздействиям воды, инертной к солям и кислотным осадкам.
Силиконовая составляющая масел
Эту водонепроницаемую смазку изготовляют путем комбинирования загустителя и силиконового масла. Вязкость и функционал полученной полупрозрачной белой пасты зависит от вида компонентов и их пропорций. Силиконовая смазка обладает многими достоинств. Её применяют, если необходимо:
предохранение от коррозии и обработка деталей станков, нуждающихся в покрытии толстым слоем;
придание поверхностям водоотталкивающих качеств и исключительной скользкости;
образование на поверхности защитного полимерного слоя;
предотвращение скрипа узлов механизмов и предохранение от замерзания;
эффективная смазка и долговременная защита от вредных воздействий внешней среды.
Её также используют в быту: смазка дверных и оконных петель, механизмов в авторучке, уплотнительных колец в фонарике, герметизируют водонепроницаемые часы и уплотняют механизмы пневмовинтовки.
Периодичность смазки узлов станка с ЧПУ маслами
Ежедневная смазка швп включает в себя три основные операции:
Рабочую поверхность станка – ходовые винты и направляющие тщательно очищают от пыли и отходов резки.
Маслом смазывают эти детали и узлы по всей длине, учитывая все оси движения (для нанесения средства можно применять ветошь, кисточку, но лучше получится спреем или капельницей).
Портал станка прогоняют несколько раз (берут в расчёт все оси), чтобы смазочное вещество распределилось равномерно.
Допустимо также использовать смазки: ТМ5-18, ТАД-17, трансмиссионные масла, имеющие маркировку 80W90. Чтобы обработать зубчатые рейки, гайки ШВП, целесообразно применять густые смазки с литиевой основой. Они подойдут и для смазывания линейных подшипников.
ВНИМАНИЕ: Специалисты не рекомендуют, проводя ежедневные ТО, допускать смешивание смазок, различных по составу.
Дважды в году, после очистки от отходов резки и пыли ходовых винтов ШВП и направляющих, рабочую поверхность станка освобождают от следов старого смазочного вещества. Особенного внимания к промывке требуют линейный подшипник и ходовой винт. Нанеся средство для очистки, обрабатываемый узел полностью перемещают по оси – до упора. И только после этого можно наносить на детали станка новую смазку.
Возможности шприцевания и систем смазок
Шприцевание – это обработка консистентными (густыми) смазками при помощи рычажно-плунжерного шприца. Спецсмазка для ШВП, линейных подшипников – Mobilux EP 2 реализуется в удобной расфасовке – в шприцах по 20 г. В некоторых случаях удобен большой медицинский шприц с капиллярной трубкой.
На различных предприятиях сформированы различные подходы. Графитовой и молибденовой смазкой одна фирма прессует раз в месяц. А в ежедневном уходе используют МС-1000, смазку для подшипников DEPO. Доступные варианты – Mobil-XHP222 (его продажа – в автомагазинах), LGHP 2 и NLGI2.
Высококачественным маслом для обработки направляющих Mobil Vactra Oil (с классом вязкости ISO 32),смазывают и узлы станков. Оно устойчиво к окислению, имеет хорошую фильтруемость, поддерживая устойчивый поток жидкости в системе. Масла серии Mobil используют при контакте с чугуном, сталью, в сочетаниях неметаллических материалов.
Существует специальное устройство – система смазки станка чпу, которая предназначена для принудительной централизованной подачи смазки в ШВП или направляющие. Каждый смазанный узел имеет длительный срок эксплуатации.
Реализуются готовые комплекты для систем подачи смазки – ZLPM1-S1, ZLPM2-S1. В них рекомендуют использовать жидкое масло, имеющее вязкость 30-46. Со станком, который смазывается при помощи систем – можно браться за выполнение любых задач.
Осторожно: некомпетентность!
Приходится читать на форумах сообщения типа «Смазал ШВП маслом для швейной машинки». Тут же включаются оппоненты и категорически запрещают применять это средство. Ориентироваться на советы форумчан – не стоит. Многие делятся своей некомпетентностью, вводя других в заблуждение.
Для снятия старого слоя смазки одни советуют взять WD-40 или аналогичную жидкость, а другие категорически против. Хотя эта смазывающе-охлаждающая жидкость идёт в заводском комплекте к настольному ювелирному граверу фрезеру MAGIC 30.
Многими не берётся в расчёт важное физическое свойство смазки – ее вязкость, которая делится на 3 класса. Она определяет толщину защитного смазочного слоя, которая зависит от степени нагрузки, контактирующих поверхностей и частоты вращения. Если у подшипника частота вращения превышает средний уровень, вязкость должна быть меньшей.
Это требование зачастую игнорируется. У многих узлов станков с ЧПУ, смазанных таким образом – незавидная доля. Самые надёжные рекомендации – в инструкции по применению станка и его техническом обслуживании.
Вместо заключения: Чтобы шарико-винтовые передачи, направляющие качения работали долго и без перебоев, нужно грамотно обслуживать эти детали.
Применять хорошие масла и смазочные средства, что обеспечит, к тому же, снижение трения и износа, защиту от коррозии, малошумность в работе. Смазка также служит теплоотводом.
В этой статье мы обзорно проанализировали, чем смазать швп в станке с чпу, ответили, по возможности, на ряд важных вопросов по данной теме. Главное и наиболее приемлемое можно применять на практике.