Оглавление
Выбор типа производства 3
Разработка технических условий на деталь . 8
Выбор заготовки с расчетом припусков 10
Выбор технологического оборудования, режущего инструмента и способа установки заготовки. Характеристики технологического оборудования 13
Введение
Целью данной курсовой работы является разработка технологического процесса изготовления детали заданного качества, вытекающего из служебного назначения изделия, типом производства и оптимальной производительности труда, в нашем случае крышки подшипниковой глухой.
Тип производства в соответствии с ГОСТ 3.1108-74 характеризуется коэффициентом закрепления операций к з.о., который определяется как отношение числа всех технологических операций, выполняемых или подлежащих выполнению в течение месяца к числу рабочих мест.
Ввиду отсутствия достаточной информации для расчета коэффициента закрепления, тип производства определяем условно.
где Т шт.ср. среднее время выполнения основных операций на типовую деталь, мин; принимаем Т шт.ср =5 мин.
Т такт выпуска, мин; ; где N − месячная программа выпуска типовых деталей, =300 шт. F m месячный фонд работы оборудования, шт.ч; F m =402
Так как 20 Количество деталей в парии:
где N г = 12 годовая программа выпуска типовых деталей;
α периодичность запуска изделий в днях.
Рекомендуется выбирать следующие значения 1; 2,5; 5; 11; 22; 66. Выбираем α=5.
F Г = 253 количество рабочих дней в году.
Определяем заданный суточный выпуск деталей:
Так как ни при каких рекомендуемых периодичностях запуска деталей их количество в партии не будет целым числом, то форма производства будет непоточной. Руководствуясь рекомендациями по выбору типа и организационной формы производства, выбираем крупносерийное непоточное производство.
Крышки подшипников служат для предотвращения попадания пыли и грязи внутрь корпуса и в подшипниковые узлы и для передачи на корпус осевых усилий. А также предохраняющая от вытекания смазки при работе подшипника.
Крышка подшипника имеет цилиндрическую форму и состоит из двух поверхностей. Первая поверхность это поверхность крышки, в которую упирается подшипник и которая находится непосредственно в редукторе. На ней имеются базовая поверхность, по которой происходит соприкосновение крышки и корпуса редуктора. Для этого базовую поверхность изготавливаются с высокой точностью. Вторая поверхность — наружная. Толщина второй поверхности приблизительно ровна толщине корпуса. Она не требует высоких требований при изготовление, и в ней имеются крепежные отверстия для соединения крышки и корпуса редуктора. Форма детали является правильной геометрической, является телом вращения. Значение шероховатостей поверхностей соответствует классам точности их размеров и методам обработки этих поверхностей. Деталь можно считать технологичной.
Крышку изготавливаем из чугуна СЧ-10 ГОСТ 1412-85. Серый чугун характеризуется высокими литейными свойствами (низкая температура кристаллизации, текучесть в жидком состоянии, малая усадка) и служит основным материалом для литья.
Таблица ПЗ.1. Механические характеристики материала обрабатываемой детали.
Источник
5rik.ru
Материалы для учебы и работы
Курсовая работа: Проектирование технологического процесса механической обработки детали «крышка подшипника»
Федеральное агентство по образованию
ГОУ ВПО «Российский государственный профессионально-педагогический
Кафедра технологии и оборудования машиностроения
Пояснительная записка к курсовому проекту
ПРОЦЕССА МЕХАНИЧЕСКОЙ ОБРАБОТКИ ДЕТАЛИ
Раздел I. Исходная информация
1.1 Служебное назначение и технологическая характеристика детали
1.2 Определение типа производства
Раздел II. Анализ исходных данных
2.1 Анализ рабочего чертежа детали
Раздел III. Разработка технологического процесса обработки детали
3.1 Выбор исходной заготовки
3.2 Выбор технологических баз
3.3 Выбор методов обработки поверхностей
3.4 Составление технологического маршрута обработки
3.5 Выбор средств технологического оснащения
Раздел IV. Технологические расчеты
4.2 Расчет режимов резания
4.3 Расчет технических норм времени
Введение
Особенности науки технологии машиностроения в нашей стране является то, что эта наука опирается на работы, которые ведутся не только в научно-исследовательских, проектно-технологических и учебных институтах, но и в многочисленных заводских технологических лабораториях и цехах. Наряду с учеными вносят свой вклад в развитие науки и техники передовые рабочие производств. При работе металлорежущих станках они применяют высокие режимы резания, создают инструменты и приспособления собственных конструкций, принимают участие в разработке рациональных технологических процессов, способствующих повышению производительности труда.
Для достижения высокого уровня производства и производительности труда необходимо непрерывно обеспечивать всемерное повышение темпов технического прогресса, ускорять внедрение достижений науки и техники во все отрасли народного хозяйства.
Технический прогресс всего народного хозяйства зависит от уровня развития машиностроительной промышленности.
В процессе изучения механической обработки деталей возникает множество вопросов, связанных с необходимостью выполнения заданных технологических требований, с эксплуатацией сложного оборудования, режущего и измерительного инструмента, оснастки и др.
Целью курсовой работы является разработка технологического процесса изготовления детали «Крышка подшипника».
Для этого необходимо решить следующие задачи:
изучение технологии механической обработки;
применение приобретенных знаний при проектировании технологического процесса.
Раздел I. Исходная информация
1.1 Служебное назначение и технологическая характеристика детали
Крышка подшипника — это деталь тело вращения. Конструкция детали представляет собой взаимное пересечение цилиндрических и конических поверхностей, так же имеется отверстие, расположенное под углом к оси вращения детали. На этом отверстии нарезается коническая трубная резьба.
Имеются шесть отверстии диаметром 7 мм, которые предназначены для крепления крышки к корпусу редуктора. Центрирование детали происходит по цилиндрической поверхности диаметром 100 мм и торцевой.
Отсюда можно сказать, что крышка выполняет роль опоры при вращении других деталей в сборочном узле.
Материал заготовки — серый чугун СЧ 20 ГОСТ 1412-85
Чугун серый — сплав железа с графитом, который присутствует в виде пластинчатого или волокнистого графита.
Серый чугун характеризуется высокими литейными свойствами (низкая температура кристаллизации, текучесть в жидком состоянии, малая усадка) и служит основным материалом для литья. Он широко применяется в машиностроении для отливки станин станков и механизмов, поршней, цилиндров. Кроме углерода, серый чугун всегда содержит в себе другие элементы. Важнейшие из них это кремний и марганец. В большинстве марок серого чугуна содержание углерода лежит в пределах 2,4-3,8%, кремния 1-4% и марганца до 1,4%. Цена за тонну СЧ составляет от 6000 до 15000 рублей в зависимости от региона. Заменители: СЧ 25, СЧ 30, СЧ 35.
1.2 Определение типа производства
Определяем тип производства, в зависимости от габаритов, массы (веса) и размера годовой программы выпуска изделий, из этих данных необходимо установить тип производства:
Единичное — определяется выпуском деталей (продукции) в малом количестве.
Серийное — производство характеризуется ограниченным выпуском продукции, но большими сериями. Серийное производство подразделяется на крупносерийное и мелкосерийное.
Крупносерийное — относительно постоянный выпуск продукции большими сериями, либо изготовлением изделий, производство которых часто повторяется. По характеру ближе остальных к массовому. При выборе технологического оборудования специального и специализированного, дорогостоящего приспособления или вспомогательного приспособления и инструмента необходимо производить расчёт затрат и сроков окупаемости, а также ожидаемый экономический эффект от использования оборудования и технологического оснащения.
Мелкосерийное — широкая номенклатура, большой размер серии, редкая периодичность выпуска. По характеру близко к единичному.
Массовое — характеризуется выпуском одной и той же продукции как правило длительное время (годами).
Согласно массе детали 0,4 кг, и годовой программе 5000 шт. в год, тип производства — среднесерийное.
Таблица 3 — Определение типа производства
Детали после отливки подвергают отжигу, для снятия внутренних напряжении и выровнять структуру металла.
Основные технологические задачи включают требования по обеспечению:
точности размеров (цилиндрическая поверхность Ø60Н7, Ø100h6);
параллельность торцевых поверхностей 0,01мм;
качества поверхностного слоя (шероховатость цилиндрической поверхности Ra = 1,6 мкм, внутреннего диаметра Rа = 1,6 мкм, отверстия Ra=6,3; для остальных Rа = 6,3…10мкм).
Технологический процесс обработки данной детали строится на основе типового технологического процесса обработки детали «Крышка»
черновая обработка поверхностей;
чистовая обработка поверхностей
Деталь технологична, т.к имеет небольшие габаритные размеры. Соотношение размеров детали оптимально для применения наиболее рациональных и экономически выгодных методов обработки.
Раздел III. Разработка технологического процесса обработки детали
3.1 Выбор исходной заготовки
Метод литья по выплавляемым моделям, благодаря преимуществам по сравнению с другими способами изготовления отливок, получил значительное распространение в машиностроении и приборостроении.
Промышленное применение этого метода обеспечивает получение из любых литейных сплавов сложных по форме отливок массой от нескольких граммов до десятков килограммов со стенками, толщина которых в ряде случаев менее 1 мм, с шероховатостью от Rz = 20 мкм до Ra = 1,25 мкм (ГОСТ 2789-73) и повышенной точностью размеров (до 9-10-го квалитетов по СТ СЭВ 144-75)».
Указанные возможности метода позволяют максимально приблизить отливки к готовой детали, а в ряде случаев получить литую деталь, дополнительная обработка которой перед сборкой не требуется. Вследствие этого резко снижаются трудоемкость и стоимость изготовления изделий, уменьшается расход металла и инструмента
Отливки по выплавляемым моделям изготовляют практически из всех литейных сплавов: углеродистых и легированных сталей, коррозионно-стойких, жаростойких и жаропрочных сталей и сплавов, чугуна, цветных сплавов, например алюминиевых, медных, титановых и др.
При проектировании литых деталей учитывают условия их работы, в связи с чем некоторые свойства металла отливок приобретают первостепенное значение. Показатели их регламентируют, в то время как другие свойства считают менее важными.
Выбор заготовки для дальнейшей механической обработки является одним из важнейших этапов проектирования технологического изготовления детали. От правильного выбора заготовки, установления ее форм, размеров припусков на обработку, точности размеров и твердости материала в значительной степени зависят характер и число операций или переходов, трудоемкость изготовления детали, величина расхода материала инструмента, и в итоге, стоимость изготовления детали.
При выборе заготовки предпочтение следует отдавать той заготовке, которая обеспечивает меньшую технологическую себестоимость детали. Если же сопоставимые варианты по технологической себестоимости равноценны, то предпочтительным следует считать вариант заготовки с более высоким Ким.
Существуют несколько методов получения заготовок:
| № п/п | Вид заготовки | |
| Заготовка, полученная литьем | ||
| 1 | Литье | в песчаную форму |
| 2 | в форму из жидких самотвердеющих смесей | |
| 3 | в песчаную форму, изготовленную под высоким удельным давлением | |
| 4 | в металлическую форму | |
| 5 | полученное центробежным методом | |
| 6 | в оболочковую форму | |
| 7 | по выплавляемым моделям | |
| 8 | штамповкой жидкого металла | |
| 9 | под давлением |
Для изготовления заготовки детали «Крышка подшипника» используем метод литья по выплавляемым моделям.
Область применения этого метода серийное и массовое производство.
3.2 Выбор технологических баз
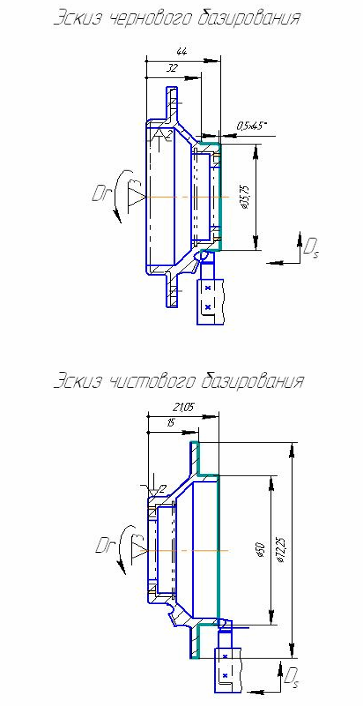
Для чернового базирования возьмем внутреннею цилиндрическую поверхность Ø92 и правый торец, потому как эти поверхности обеспечат хорошую устойчивость детали при обработке.
При выборе баз руководствуются следующими рекомендациями: — соблюдение принципа единства баз, т.е. по возможности обеспечивать совмещение технологической и конструкторской баз. Это значит задавать положение обрабатываемой поверхности по возможности теми же размерами, которые проставлены на чертеже детали.
Отступление от этих правил приводит к ужесточению допусков на исходные размеры, так как вместо конструкторских размеров приходится вводить технологические размеры, на которые назначаются меньшие допуски. Во-вторых, технологическая база, по возможности, должна обеспечивать неизменность положения заготовки в процессе её обработки, т.е. должна быть постоянной.
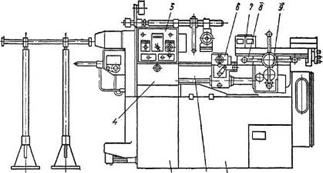
Способ базирования заготовки (детали) определяется, в основном, её формой. Используются типовые способы базирования заготовок, включающие в себя поверхности или совокупность поверхностей трех видов: плоскость, цилиндрическое отверстие и цилиндрическая наружная поверхность. В моем технологическом процессе основной установочной базой данной детали является внутренняя цилиндрическая поверхность Ø92. В качестве вспомогательных базовых поверхностей принимаю торцевые поверхности. Принятые схемы базирования на операциях обеспечат выполнение всех размеров согласно чертежу.
3.3 Выбор методов обработки поверхностей
Выбор методов обработки поверхностей зависит от конфигурации детали, ее габаритов и качества обрабатываемых поверхностей, вида принятой заготовки.
Необходимее качество поверхностей в машиностроении достигается преимущественно обработкой резанием.
В зависимости от технических требований предъявляемых к детали и типа производства выбирают один или несколько возможных методов обработки и тип соответствующего оборудования.
Таблица 8 — Методы обработки поверхностей детали «Крышка подшипника»
| Номер поверхности | Вид поверхности | Квалитет точности | Шероховатость | Метод обработки поверхности | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 1. | Ø145, Ø71, Ø45 |
| № операции | Наименование и краткое содержание операции. Технологические базы | Наименование оборудования | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 005 | Заготовительная. | Литье | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 010 | Термическая. | Печь | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 015 |
| № операции | Наименование и краткое содержание операции. Технологические базы | Наименование оборудования | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 005 | Заготовительная. | Литье | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 010 | Термическая. | Печь | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 015 |
| № операции | Установочно-зажимное приспособление |
| 015 | 7100-0015 — трех кулачковый самоцентрирующий патрон ГОСТ 2675-80. |
| 020, 025 | Специальное установочно-зажимное приспособление |
Выбор режущего инструмента
| № операции | Средства технологического оснащения | Краткая техническая характеристика | Код, ГОСТ | Источник | |
| 015 | Расточной резец | Размер, мм | Припуск, мм | Допуск, мм | Предельное отклонение, мм |
| Верхнее | Нижнее | ||||
| 1. | Ø 145 | 4,0 | 0,9 | 0,6 | 0,3 |
| 2. | Ø 71 | 3,0 | 0,5 | 0,25 | 0,25 |
| 3. | Ø 45 | 2,0 | 0,3 | 0,1 | 0,2 |
| 4. | Ø 60 | 3,0 | 0,5 | 0,25 | 0,25 |
| 5. | Ø 100 | 2,2 | 0,6 | 0,3 | 0,3 |
| 6. | 42 | 2,5 | 0,5 | 0,2 | 0,3 |
| 7. | 16 | 2 | 0,3 | 0,2 | 0,1 |
4.2 Расчет режимов резания
Режимы резания оказывают влияние на точность и качество обработанной поверхности, производительность и себестоимость обработки.
Режимы резания определяются глубиной резания t, мм; подачей на оборот Sо, мм/об и скоростью резания V, м/мин.
Операция 015: Токарно-револьверная.
Оборудование — Токарно-револьверный станок 1Н325, приспособление — Трех кулачковый самоцентрирующий патрон.
Исходные данные: деталь — корпус подшипника, материал заготовки — СЧ 20 ГОСТ 1412-85, получаемая шероховатость Ra1,6мкм.
Содержание операции: обтачивание наружной поверхности Ø 145.
Режущий инструмент: резец проходной упорный материал режущей части Т5К10.
Нормативный период стойкости: Тн. = 60 мин.
где D — диаметр обрабатываемой поверхности, D = 145 мм.

Уточнение частоты вращения по паспорту станка: n = 350об/мин.
Пересчет скорости резания с учетом уточненной частоты вращения:

Определение минутной подачи:


y = 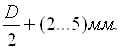 длина врезания и перебега инструмента
длина врезания и перебега инструмента
Расчет основного времени обработки:
Содержание перехода: расточить внутреннюю цилиндрическую поверхность Ø62Н7 +0,03 мм.
Режущий инструмент: резец расточной проходной, материал режущей части Т5К10.
Нормативный период стойкости: Тн. = 60 мин.
Скорость резания: Vтабл. = 142 м/мин, [3, стр.60]
где D — диаметр обрабатываемой поверхности, D = 62 мм.
Уточнение частоты вращения по паспорту станка: n = 730 об/мин.
Пересчет скорости резания с учетом уточненной частоты вращения:

Определение минутной подачи:

y = длина врезания и перебега инструмента
Расчет основного времени обработки:
Сверлильная. Содержание перехода: сверлить отверстие Ø12 мм.
Режущий инструмент: сверло с коническим хвостовиком, режущая часть Р6М5.
Нормативный период стойкости: Тн. = 60 мин.
где D — диаметр обрабатываемой поверхности, D = 12 мм.
Уточнение частоты вращения по паспорту станка: n = 250 об/мин.
Пересчет скорости резания с учетом уточненной частоты вращения:

Определение минутной подачи:

y = длина врезания и перебега инструмента
Расчет основного времени обработки:
4.3 Расчет технических норм времени
Под технически обоснованной нормой времени понимается, время необходимое для выполнения заданного объема работы при определенных организационно — технических условиях.
В серийном производстве определяется норма штучно-калькуляционного времени Тш-к:
Твс = 0,7+0,12+0,26+0,26+0,11+0,8 = 2,2 мин.
Определяем Тшт. к по наибольшему времени То и наименьших режимах резания:
Топер. (токарная) = То+Твс = 10,5 + 1 = 11,5 мин
Топер. (расточная) = То+Твс = 1,66 + 2 = 3,66 мин
Топер. (сверлильная) = То+Твс = 8,6 + 1,4 = 10 мин
Топер. (шлифовальная) = То+Твс = 5,5 + 2,5 = 8,0 мин
Топер. (алмазно-расточная) = То+Твс = 4,8 + 1,7 = 6,5 мин
Тдоп = Топер х4% = 1,1 х 4% = 0,04 мин
Тшт = Топер + Тдоп = 45+0,04 = 45,04 мин.
Тп. з = tнал + tпол. инст + tпод. нал = 5+7,5+8 = 20 мин.
Тшт. к = Тп. з /n+ Тшт = 20/100 + 45,04 = 45,24 мин.
Заключение
Ведущая роль в ускорении научно-технического прогресса, поднятию России на мировой уровень в сфере производства призвано сыграть машиностроение, которое в кратчайшие сроки необходимо поднять на высший технический уровень. Цель машиностроения — изменение структуры производства, повышение качественных характеристик машин и оборудования. Предусматривается осуществить переход к экономике высшей организации и эффективности со всесторонне развитыми силами, зрелыми производственными отношениями, отлаженным хозяйственным механизмом. Такова стратегическая линия государства.
Предметом исследования и разработки в технологии машиностроения являются виды обработки, выбор заготовок, качество обрабатываемых поверхностей, точность обработки и припуски на неё, базирование заготовок; способы механической обработки поверхностей — плоских, цилиндрических, сложнопрофильных и др.; методы изготовления типовых деталей — корпусов, валов, зубчатых колёс и др.; процессы сборки (характер соединения деталей и узлов, принципы механизации и автоматизации сборочных работ); конструирование приспособлений.
Основными направлениями развития современной технологии: переход от прерывистых, дискретных технологических процессов к непрерывным автоматизированным, обеспечивающим увеличение масштабов производства и качества продукции; внедрение безотходной технологии для наиболее полного использования сырья, материалов, энергии, топлива и повышения производительности труда; создание гибких производственных систем, широкое использование роботов и роботизированным технологических комплексов в машиностроении и приборостроении.
Список литературы
1. ГОСТ 26645-85. Отливки из металлов и сплавов.
2. Справочник технолога — машиностроителя. В 2-хт. Т.1 / Под ред. А.М. Дальского, А.Г. Суслова, А.Г. Косиловой, Р.К. Мещерякова. — 5-е изд., исправл. — М.: Машиностроение — 1, 2003 г.912 с., ил.
3. Справочник технолога — машиностроителя. В 2-х т. Т.2 / Под ред. А.М. Дальского, А.Г. Суслова, А.Г. Косиловой, Р.К. Мещерякова. — 5-е изд., исправл. — М.: Машиностроение — 1, 2003 г.944 с., ил.
4. Расчет припусков и межоперационных размеров в машиностроении: Учеб. пособие для машиностроит. спец. Вузов / Я.М. Радкевич и др.; под редакцией В.А. Тимирязева. — М.: Высшая школа, 2004. — 272 с.
5. Ансеров М.А. Приспособления для металлорежущих станков. — Л.: Машиностроение, 1975.
6. Анурьев В.И. Справочник конструктора — машиностроителя. М.: Машиностроение, 1992 — Т1.
7. Выбор литья и проектирование чертежа отливки: Метод. указания. / Сост.: В.А. Литвиненко, Ю.С. Косоротова; ОмГТУ. — Омск, 1996. — 44с.
8. Добрыднев И.С. Курсовое проектирование по предмету «Технология машиностроения»: Учебн. Пособие для техникумов по специальности «Обработка металлов резанием». — М.: Машиностроение, 1985.184с., ил
9. Зуев А.А. Технология машиностроения. 2-е изд., испр. И доп. — СПб.: Издательство «Лань, 2003. — 496с.
10. Козлова Т.А. Курсовое проектирование по технологии машиностроения: Учеб. пособие. — Екатеринбург: Изд-во Урал. Гос. Проф. — пед. ун-та, 2001. — 169с.
11. Куклин Н.Г., Куклина Г.С. Детали машин: Учеб. для машиностроит. спец. техникумов. — 4-е изд., перераб и доп. — М.: Высш. шк., 1987. — 383с.: ил.
12. Общемашиностроительные нормативы режимов резания: Справочник: В 2 т.: Т.1/А.Д. Локтев, И.Ф. Гущин, В.А. Батуев и др. — М.: Машиностроение, 1991. — 640 с.
13. Общемашиностроительные нормативы времени вспомогательного, на обслуживание рабочего места и подготовительно-заключительного для технического нормирования станочных работ: Сер. пр-во. М.: Машиностроение, 1974. 420 с.
14. Общемашиностроительные нормативы времени и режимов резания на токарно-автоматные работы. Часть I. Серийное, крупносерийное, массовое производство.: «Экономика», 1989. — 298чс.
15. Технологические наладки: Методические указания к курсовому и дипломному проектированию по технологии машиностроения / Сост. Ф.В. Беляков; ОмПИ, — Омск, 1980, 1,2ч.
Источник
➤ Adblockdetector