Восстановление шеек валов под подшипники в нижнем новгороде

Сегодня валы используются во всех отраслях промышленности : автомобилестроении, судостроении, станкостроение, металлургии, сельском хозяйстве, химической промышленности, нефте-газовой промышленности и т.п. Основной причиной выхода из строя вала является проворачивание подшипника, втулки на посадочном месте, следствием чего является сильный износ и вибрация вала, которая влечет за собой массу проблем.
«Компания ЭКСПЕРТ» ремонтирует и восстанавливает любые осевые валы, конусы и подобные изделия. Традиционными (устаревшими) методами ремонта и восстановления валов являются : наплавка, напыление и кернение. Мы используем только новейшие мировые технологии в ремонте и восстановлении валов. Но тем не менее немного расскажем о минусах старых (традиционных методов).
- Наплавка – использования сварки на ремонтируемом участке вала. Очень часто из-за термического воздействия на осевых валах в местах ремонта вал «ведет» и начинается биение при работе на высоких скоростях в результате чего происходят всевозможные поломки. Решение только одно- править вал после наплавки и протачивать в нужный размер.
- Напыление – холодное напыление на ремонтируемый участок получается с плохой адгезией к металлу, в результате чего происходят частые сколы при работе с отремонтированным участком. Горячее напыление оказывает такое же воздействие на ремонтируемый участок ,как и наплавка(сварка).
- Кернение – при малых износах ремонтируют посадочные места путем частого кернения по всей окружности. Это быстро, недорого , но совсем не надолго, так как площадь соприкосновения деталей очень мала (15-25% на всей площади).
Наша технология ремонта и восстановления валов не оказывает на ремонтируемый участок никакого термического воздействия и напряжения. Данной технологией ремонта и восстановления валов можно воспользоваться не разбирая оборудования (то есть на месте) и без использования токарного станка.
- В составе содержится ферро-силикон для прессовой посадки .
- В составе содержится бронза для соединения с бронзовой деталью.
- Минералонаполненный состав для трущихся деталей скольжения (самопритирающийся).
- Керамонаполненный состав для защиты от абразивного износа (места под сальники).
Таким образом, мы можем наносить разные составы для разных задач ремонта вала на одной оси. Все составы не подвергаются коррозии и имеют хорошую химостойкость.
Наш метод ремонта не оказывает на металл никакого напряжения и нагрева. Предлагаемый состав после отверждения в течение 8 часов при температуре +20 градусов по Цельсию подвергается проточке на токарном станке обычным способом.
Источник
Восстановление шеек вала наплавкой и проточкой
Восстановление шеек вала, посадочных мест под подшипник, шлицов на валу. Ремонт шеек вала под подшипник методом токарной проточки и наплавления металла. Доработка валов, модернизация, проточка валов до необходимо диаметра. Восстановление прямых, карданных, шлицевых валов. Восстановление валов длиной до 8 метров в Нижнем Новгороде и Нижегородской области.
- Восстановление шеек вала
- Восстановление посадочных мест под подшипник
- Восстановление шлицов на валу
- Восстановление валов методом наплавки и проточки
- Восстановление прямых валов
- Восстановление карданных валов
- Восстановление шлицевых валов
- Восстановление ведущих и ведомых валов
- Восстановление коленчатых валов
Уточнить цену изготовления вы можете по телефонам или запросом по e-mail:
Тел: 8(831)410-67-95
Тел: 8(910)790-67-95
Тел: 8(953)570-39-27
E-mail: zakaz@ctabro.ru

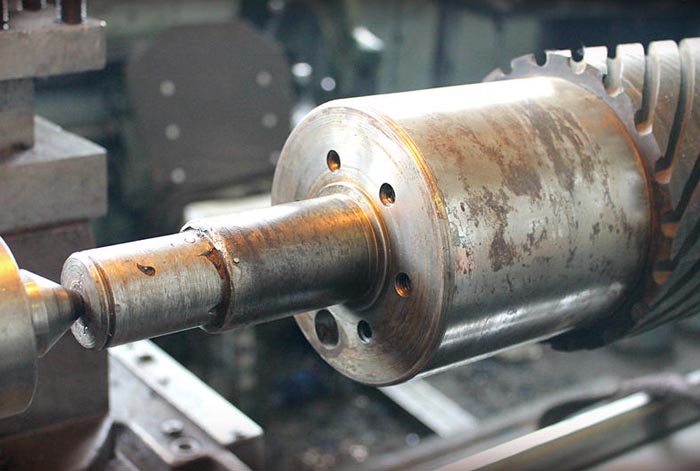
Восстановление посадочных мест вала под подшипник
Вал – это одна из наиболее востребованных деталей в промышленности и машиностроении. Слабое место детали – посадочные места под подшипник или, так называемые, шейки вала, которые изнашиваются из-за вибрации, биения, трения, воздействия абразивных частиц, коррозии и длительной эксплуатации. В нашей компании вы можете заказать восстановление посадочных мест вала под подшипник или шеек вала методом наплавки и проточки. Работы по восстановлению будут стоить намного дешевле, чем изготовление нового вала и помогут сэкономить деньги и время. В перечень наших услуг входит:
- Восстановление шеек вала
- Восстановление посадочных мест вала под подшипник
- Восстановление шлицов на валу
- Восстановление прямых валов длиной до 8 метров и весом до 6 тонн
- Восстановление карданных валов
- Восстановление шлицевых валов
- Восстановление коленчатых валов
- Восстановление гребных валов
- Восстановление валов наплавкой, проточкой

Восстановление шеек вала или посадочных мест вала под подшипник методом наплавки металла и последующей проточкой существенно увеличивают срок эксплуатации детали. Помимо этого снижаются затраты на ремонт промышленного оборудования и время его простоя. А если вы владелец импортной или отечественной сельхоз техники, то вопрос скорости восстановления вала для вас, более чем актуальный. Наша компания проведет все работы максимально быстро, качественно и с гарантией на оказанные услуги.
Технология восстановления шеек вала
В целом, технология восстановления шеек вала не сложная. Сначала вал устанавливается на токарный станок, а затем проводится наплавка металла на изношенные места. Последний этап – токарная проточка шеек (посадочных мест) до нужного диаметра. Но, несмотря на кажущуюся простоту на всех этапах требуется профессионализм мастеров и высокая точность настроек оборудования. В противном случае после токарной проточки подшипники могут не встать на посадочные места или нарушиться геометрия вала, что привет к вибрациям, биению и, как следствие, преждевременному износу.
Этапы технического процесса:
- Изучение технического задания и конструкторской документации
- Визуальный осмотр и проведение замеров
- Установка вала на токарный станок
- Наплавка металла на изношенные шейки или поврежденные места
- Проточка шеек до необходимого диаметра
- Выходной контроль ОТК
- Отгрузка отремонтированной продукции
Качественный ремонт шеек вала в Нижнем Новгороде
Если у вашего вала износились шейки (посадочные места под подшипник), то спешить заказывать изготовление новой детали стоит не всегда. В ряде случае можно провести ремонт шеек вала или восстановить посадочные места под подшипник. Это позволит вам сэкономить время, деньги и нервы. Отправьте нам ваши чертежи, фотографии или образцы, и мы постараемся оценить возможность ремонта шеек в максимально сжатые сроки. Мы восстанавливаем шейки валов и посадочные места под подшипник быстро, точно, профессионально!
Источник
ГК «Механика» — инженерно-технологическая компания, специализирующаяся на ремонте и производстве автомобильных узлов и агрегатов

603124, Нижний Новгород, ул. Вторчермета, д.1 стр. П-5
9:00 — 18:00 (пн-пт) 10:00 — 15:00 (сб)
РЕМОНТ
И ПРОИЗВОДСТВО
КАРДАНОВ

РЕМОНТ КАРДАННЫХ ВАЛОВ ДЛЯ ЛЕГКОВЫХ И ГРУЗОВЫХ АВТОМОБИЛЕЙ, СПЕЦТЕХНИКИ, ПРОМЫШЛЕННЫХ АГРЕГАТОВ, СЕЛЬСКОХОЗЯЙСТВЕННЫХ МАШИН, ТЯЖЕЛОЙ КАРЬЕРНОЙ И ЖЕЛЕЗНОДОРОЖНОЙ ТЕХНИКИ.
а также, ряд других ремонтных и диагностических работ.
Для наших заказчиков особенно выгоден ремонт и изготовление валов для грузовых автомобилей и тяжелой техники, так как у официальных дилеров аналогичные валы обойдутся гораздо дороже.
СХЕМА СОТРУДНИЧЕСТВА:
Сдать карданный вал в ремонт можно в техническом центре «Механика — Нижний Новгород» по адресу ул. Вторчермета, д. 1 стр. П-5.
Возможна организация доставки карданного вала в цех средствами транспортной службы «Механики» (согласовывается по телефону).
скачать прайс-лист на услуги по ремонту карданных валов в Нижнем Новгороде
ПОЧЕМУ СТОИТ ВЫБРАТЬ НАС?
- Запчасти
При ремонте и производстве карданных передач используются комплектующие только лучших производителей: Spicer, Maine Coon, Klein, Tirsan. - Оборудование
Все работы выполняются на современном немецком оборудовании. - Квалификация
«Механика» входит в ассоциацию European Driveshaft Service (EDS) — Европейскую ассоциацию мастеров по ремонту карданных валов, сотрудники компании обучались в Германии и имеют сертификаты EDS. - Сроки
Получить карданный вал можно уже в день обращения или через день. - Гарантия
Высокое качество выполненных работ позволяет предоставить гарантию после ремонта.
Контакты для консультации
РЕМОНТ ДЕТАЛЕЙ
ДВИГАТЕЛЯ

Герметичность — одна из важнейших характеристик, обуславливающих исправную работу двигателя автомобиля. Для ее проверки в «Механике» используют установку собственного производства — «Механику КО-12».
Смысл опрессовки заключается в следующем. При помощи специальных накладок, резиновых уплотнений, прозрачных плит из плексигласа глушатся отверстия, сообщающие рубашку охлаждения с атмосферой. Внутрь подается воздуха под давлением около 6 атмосфер. Загерметизированная деталь опускается в горячую воду и «плавает» в ванне не менее получаса. За это время изделие прогревается, незагерметизированные отверстия (то есть трещины, свищи, и т. д.) расширяются, и из них под давлением начинает выходить воздух.
Данная операция позволяет с максимальной точностью сказать, стоит ли ремонтировать ГБЦ или нет.
Контакты для консультации
Ремонт шатунов — это необходимое условие качественного ремонта мотора. Все поступающие в цех шатуны мы контролируем на отсутствие деформаций и точность размера. В случае обнаружения дефекта, горизонтально-хонинговальный полуавтомат «SUNNEN МВС-1804» позволяет отремонтировать шатун быстро с великолепной точностью.

Контакты для консультации
Для ремонта постелей распредвала, получивших серьезные повреждения, например, в результате масляного голодания, в «Механике» применяют горизонтально-расточной станок BC 5A. Данная технология позволяет сохранить ось постелей распредвала в исходном положении даже при серьезных повреждениях.

Контакты для консультации
Несоосность направляющих втулок и седел клапанов является следствием продолжительной эксплуатации двигателя. При работе двигателя отверстие втулки становится не круглым, а эллиптическим, что со временем ведет к нарушению геометрии седла клапана. В свою очередь при выпрессовке втулки и запрессовке новой несоосность возникает автоматически. Это делает операцию по обработке седел клапанов головок просто необходимой. Использование качественного оборудования при ремонте позволяет значительно уменьшить биение седла клапана относительно отверстия в направляющей втулке, а обработка фасок клапанов приводит к уменьшению биения рабочих поверхностей.

Контакты для консультации
В процессе эксплуатации блок цилиндров двигателя подвергается многократным температурным воздействиям и воспринимает большие механические нагрузки. В результате происходит перераспределение внутренних напряжений в материале блока, что приводит к его деформации. Деформация постели коленвала нарушает условия смазки, создаёт изгибающие нагрузки на коленчатом валу, что приводит к ускоренному износу вала, коренных подшипников и двигателя в целом.
Постель коленвала, также может получить механические повреждения при разрушении или сильном износе коренных подшипников.
Устранить подобные деффекты можно расточкой постелей. Операция выполняется на уникальном горизонтально-расточном станке, который позволяет успешно ремонтировать постели диаметром от 25 до 150 мм. Таким образом можно восстанавливать как подшипники распредвала легковых моторов, так и блоки магистральных тягачей, автобусов и тяжёлой техники, включая CATERPILLAR, DEUTZ и KOMATSU.

Контакты для консультации
В зависимости от материала головок блока цилиндров (ГБЦ) и блоков цилиндров (БЦ), а также конструкции двигателя их привалочные плоскости шлифуются или фрезеруются, для чего используются фрезерные, вертикально-расточные или плоскошлифовальные станки. Обработка по плоскости ГБЦ и БЦ позволяет получить чистые поверхности, устранить прогиб и другие дефекты привалочных плоскостей, возникшие в процессе эксплуатации двигателя.

Контакты для консультации
Производится высокоточная шлифовка коленчатого вала с восстановлением правильной геометрии, исправлением биений и несоосностей. При необходимости выполняется шлифовка галтелей, обработка поверхностей под упорные полукольца и восстановление маслосгонных накаток. При шлифовке используются отечественное оборудование и станки английской фирмы.
«Механика» выполняет восстановление изношенных валов методом контактно-импульсной наварки, производит правку деформированных коленвалов, осуществляет динамическую балансировку.

Контакты для консультации
Компания производит расточку и хонингование любых блоков цилиндров, в том числе полностью алюминиевых и V-образных. Мы применяем метод безалмазного хонингования, что позволяет получать поверхность цилиндров оптимальную по своим противоизносным и антифрикционным свойствам. Наша обработка исключает появление дефектов поверхностного слоя и внедрение абразивных частиц в поверхность цилиндра. Этим обеспечивается существенное увеличение ресурса цилиндро-поршневой группы и двигателя в целом.
Также в «Механике» применяются методы финишной обработки цилиндров, такие как платохонингование и медно-графитовые антифрикционные покрытия. Такие технологии снижают первичный износ при обкатке двигателя, обеспечивают улучшенные условия смазки и увеличивают стойкость к прихватам и прижогам при кратковременном перегреве двигателя. Это особенно ценно для тяжело нагруженных моторов, например, для бронеавтомобилей и поршневых летательных аппаратов. Высокую точность и качество обеспечивает применение при хонинговании оборудования и инструмента фирмы, признанного мирового лидера в этой области. Специалисты компании имеют богатый опыт в гильзовке сильно изношенных цилиндров и в обработке постели коленвала высокой точностью.

Контакты для консультации
Герметичность — одна из важнейших характеристик, обуславливающих исправную работу двигателя автомобиля. Для ее проверки в «Механике» используют установку собственного производства — «Механику КО-12». Смысл опрессовки заключается в следующем. При помощи специальных накладок, резиновых уплотнений, прозрачных плит из плексигласа глушатся отверстия, сообщающие рубашку охлаждения с атмосферой. Внутрь подается воздуха под давлением около 6 атмосфер. Загерметизированная деталь опускается в горячую воду и «плавает» в ванне не менее получаса. За это время изделие прогревается, незагерметизированные отверстия (то есть трещины, свищи, и т. д.) расширяются, и из них под давлением начинает выходить воздух.
Контакты для консультации
Ремонт шатунов — это необходимое условие качественного ремонта мотора. Все поступающие в цех шатуны мы контролируем на отсутствие деформаций и точность размера. В случае обнаружения дефекта, горизонтально-хонинговальный полуавтомат «SUNNEN МВС-1804» позволяет отремонтировать шатун быстро с великолепной точностью.
Контакты для консультации
Несоосность направляющих втулок и седел клапанов является следствием продолжительной эксплуатации двигателя. При работе двигателя отверстие втулки становится не круглым, а эллиптическим, что со временем ведет к нарушению геометрии седла клапана. В свою очередь при выпрессовке втулки и запрессовке новой несоосность возникает автоматически. Это делает операцию по обработке седел клапанов головок просто необходимой. Использование качественного оборудования при ремонте позволяет значительно уменьшить биение седла клапана относительно отверстия в направляющей втулке, а обработка фасок клапанов приводит к уменьшению биения рабочих поверхностей.
Контакты для консультации
В процессе эксплуатации блок цилиндров двигателя подвергается многократным температурным воздействиям и воспринимает большие механические нагрузки. В результате происходит перераспределение внутренних напряжений в материале блока, что приводит к его деформации. Деформация постели коленвала нарушает условия смазки, создаёт изгибающие нагрузки на коленчатом валу, что приводит к ускоренному износу вала, коренных подшипников и двигателя в целом.
Постель коленвала, также может получить механические повреждения при разрушении или сильном износе коренных подшипников.
Устранить подобные деффекты можно расточкой постелей. Операция выполняется на уникальном горизонтально-расточном станке BERCO BC 4 и позволяет успешно ремонтировать постели диаметром от 25 до 150 мм. Таким образом можно восстанавливать как подшипники распредвала легковых моторов, так и блоки магистральных тягачей, автобусов и тяжёлой техники, включая CATERPILLAR, DEUTZ и KOMATSU
Контакты для консультации
В зависимости от материала головок блока цилиндров (ГБЦ) и блоков цилиндров (БЦ), а также конструкции двигателя их привалочные плоскости шлифуются или фрезеруются, для чего используются фрезерные, вертикально-расточные или плоскошлифовальные станки. Обработка по плоскости ГБЦ и БЦ позволяет получить чистые поверхности, устранить прогиб и другие дефекты привалочных плоскостей, возникшие в процессе эксплуатации двигателя.

Контакты для консультации
Компания производит расточку и хонингование любых блоков цилиндров, в том числе полностью алюминиевых и V-образных. Мы применяем метод безалмазного хонингования, что позволяет получать поверхность цилиндров оптимальную по своим противоизносным и антифрикционным свойствам. Наша обработка исключает появление дефектов поверхностного слоя и внедрение абразивных частиц в поверхность цилиндра. Этим обеспечивается существенное увеличение ресурса цилиндро-поршневой группы и двигателя в целом.
Также в «Механике» применяются методы финишной обработки цилиндров, такие как платохонингование и медно-графитовые антифрикционные покрытия. Такие технологии снижают первичный износ при обкатке двигателя, обеспечивают улучшенные условия смазки и увеличивают стойкость к прихватам и прижегам при кратковременном перегреве двигателя. Это особенно ценно для тяжело нагруженных моторов, например, для бронеавтомобилей и поршневых летательных аппаратов. Высокую точность и качество обеспечивает применение при хонинговании оборудования и инструмента фирмы, признанного мирового лидера в этой области. Специалисты компании имеют богатый опыт в гильзовке сильно изношенных цилиндров и в обработке постели коленвала высокой точностью.
Контакты для консультации
Для ремонта постелей распредвала, получивших серьезные повреждения, например, в результате масляного голодания, в «Механике» применяют горизонтально-расточной станок BC 5A. Данная технология позволяет сохранить ось постелей распредвала в исходном положении даже при серьезных повреждениях.
Контакты для консультации
Производится высокоточная шлифовка коленчатого вала с восстановлением правильной геометрии, исправлением биений и несоосностей. При необходимости выполняется шлифовка галтелей, обработка поверхностей под упорные полукольца и восстановление маслосгонных накаток. При шлифовке используются отечественное оборудование и станки английской фирмы.
«Механика» выполняет восстановление изношенных валов методом контактно-импульсной наварки, производит правку деформированных коленвалов, осуществляет динамическую балансировку.
Контакты для консультации
РЕМОНТ СУДОВЫХ
ДВИГАТЕЛЕЙ

Ремонт деталей судовых двигателей
Ремонтом деталей судовых двигателей «Механика — Нижний Новгород» занимается с 2013 года. В 2016 году компания «Механика» получила от Российского речного регистра официальное «Свидетельство о признании № 09963», удостоверяющее возможность выполнять в соответствии с установленными правилами ремонт деталей судовых двигателей.
«Механика» выполняет ремонт коленчатых валов, шатунов, блоков и крышек цилиндров следующих двигателей:
В ремонтном цехе территории «Механика — Нижний Новгород» производится:
Шлифовка и полировка коленчатых валов
Ремонт блоков цилиндров (расточка и хонингование гильз, шлифовка привалочных плоскостей, расточка постели коленчатого и распределительного валов, проточка поршневых канавок под ремонтные кольца)
Ремонт головок блока цилиндров (крышек) (замена и обработка седел, замена направляющих втулок клапанов, изготовление направляющих втулок клапанов, восстановление и обработка привалочной плоскости)
Ремонт шатунов (расточка и хонингование нижней головки, замена и расточка втулки верхней головки, расточка рамных и мотылевых вкладышей в размер).
Технический центр «Механика — Нижний Новгород» один из немногих, который имеет возможность производить замену и обработку сёдел головок блока цилиндров судовых двигателей, где регламентировано занижение клапана относительно плоскости ГБЦ. Детали, необходимые для ремонта — сёдла (со стопорными кольцами), втулки — изготавливаются непосредственно в цехе компании, что существенно сокращает время ремонтных работ.
Контакты для консультации
ПОИСК ЗАПЧАСТЕЙ

О компании
«Механика» — инженерно-технологическая компания, специализирующаяся на ремонте автомобильных узлов и агрегатов, — представлена собственными филиалами и партнёрскими представительствами в 42 городах России.
Компания осуществляет капитальный ремонт двигателей, восстановление деталей двигателей, ремонт трансмиссий, воздушных компрессоров, производство и ремонт карданных передач. Производственные мощности компании включают 13 промышленных предприятий по восстановлению деталей двигателей и рециклингу агрегатов.
Как крупный потребитель запасных частей, «Механика» успешно развивает прямые поставки. Основные поставщики «Механики» — мировые лидеры рынка автокомпонентов, среди которых компании Mahle, OE Germany, Federal Mogul, Kolbenschmidt, Elring, ConiTech, Victor Reinz, MIBA, TP, TAIHO и многие другие. Компания имеет эффективную оптовую и розничную сеть, развивает интернет-торговлю. Некоторые группы комплектующих поставляются «Механикой» на эксклюзивной основе. Подготовка технической документации, лабораторные исследования и испытания образцов такой продукции выполняются опытными экспертами и инженерами компании.
В структуре компании работают собственное конструкторское бюро, опытное производство и отдел технического контроля.
Сегодня «Механика» — это:
- признанный лидер на рынке ремонта автомобильных узлов и агрегатов
- ведущий поставщик рынка автокомпонентов
- производитель и поставщик станочного оборудования под собственной торговой маркой на рынке ремонта автомобильных узлов и агрегатов
- собственное конструкторское бюро
Интернет-магазин компании представляет:
- более 14 500 000 запасных частей
- 200 поставщиков
- техническая информация на более чем 17 000 двигателей
Территория «Механика — Нижний Новгород» работает с 2011 года. Филиал специализируется не только на механообработке, но и выполняет работы по ремонту карданов, а также представляет широкую линейку запчастей и автокомпонентов в собственном магазине.
Технический центр «Механика — Нижний Новгород», имея «Свидетельство о признании № 09963» от 11 мая 2016 года Российским Речным регистром, ремонтирует детали судовых двигателей: 4-6NVD24, 4-6NVD26(A), 6Ч(Н) 18/22, 6-8Ч(Н) 23/30.
Источник