Смазка быстро высохла. 9 причин этой проблемы
Здравствуйте, уважаемые подписчики и гости нашего канала!
В данной статье мы поговорим о таком недостатке пластичных смазок, как способность к загустеванию. Выясним, почему это происходит, к чему приводит, а также разберем причины преждевременного загустевания составов.
Не забывайте подписываться на канал и ставить лайки 🙂
Почему смазка густеет и чем это грозит?
Как известно, основными компонентами любой пластичной смазки являются базовое масло и загуститель.
Со временем из-за маслоотделения консистенция смазочного материала становится более густой, в результате чего смазка быстро высыхает. Причем отделение базового масла может начаться как при хранении смазки в упаковке, так и при ее нахождении в паре трения.
Во втором случае загустевание состава является более серьезной проблемой, так как это в той или иной степени негативно влияет на работоспособность узла и оборудования, частью которого он является.
Дело в том, что когда состав густеет, то трение смазанных деталей усиливается. Это приводит к повышению температуры в узле и, как следствие, к ускоренному высыханию смазки.
Приходилось ли вам сталкиваться с проблемами при эксплуатации оборудования из-за быстрого загустевания смазки?
Причины преждевременного загустевания смазки
Зачастую смазочный материал становится густым через значительный промежуток времени. Однако есть случаи, когда такой результат может быть достигнут за считанные недели.
Далее рассмотрим 9 причин преждевременного загустевания смазки.
1. Загрязнение смазочного материала
Попадание в смазку пыли и абразива может привести к тому, что она быстро загустеет.
2. Окисление масла в составе смазки
Когда базовое масло в пластичной смазке окисляется, она загустевает и может стать похожим на смолу или уголь. Одни из причин этого явления –
большое количество медного абразива в составе смазочного материала и высокая температура.
3. Сильный нагрев смазочного материала
В первую очередь эта причина актуальна для смазок на основе базового масла низкой вязкости. Если масло будет нагрето до достаточно высоких температур, то оно может выкипеть. Это приведет к затвердеванию смазки.
Источник
5 (пять ) типичных ошибок при смазке подшипников.
Чтобы обеспечить правильную работу узлов избегайте следующих четырех распространенных ошибок при использовании смазочных материалов.
1. Избыточная смазка.
В подшипниках большое количество смазки может повредить уплотнения. Смазочные пистолеты могут создавать чрезвычайный уровень давления, что негативно сказывается на работе подшипника. Смазка может высыхать и трескаться, что приведет к дополнительным повреждениям. Точное следование регламенту или ультразвуковой анализ может помочь специалистам понять, что смазки достаточно.
Для подшипников большое количество смазки губительно. В первую очередь страдают уплотнения. Смазка так же может засохнуть и трескаться, что приводит к дополнительным проблемам.
2. Недостаточная смазка
Недостаток смазки, вероятно, является одной из самых распостраненных проблем. Механизмы, которые не поддерживаются в должном состоянии и не получают должного количества смазки выходят из строя в короткие сроки. Подшипники нуждаются в обслуживании и чем тяжелее их работа, тем чаще надо их обслуживать. Смазки предотвращают чрезмерное трение, защищают подвижные элементы подшипника от загрязнений, выводят уже попавшие загрязнения, предотвращают перегрев.
Как правило, избыточное трение приводит к нестандартным звукам и вибрациям, что может говорить о необходимости обслуживания подшипников, но в шумной обстановке они могут остаться незамеченными.
3. Использование неправильной смазки
Мало того, что использование неправильной смазки может привести к выходу оборудования из строя, оно также может привести к аннулированию гарантии на оборудование.
Производители оборудования обычно рекомендуют конкретные смазочные материалы. К этим рекомендациям следует относиться серьезно, иначе деньги на замену, скорее всего, будут поступать из бюджета вашей компании.
Вязкость является одним из важнейших свойств смазочного материала. Использование масла или консистентной смазки с вязкостью, которая отличается от рекомендации изготовителя, является рецептом отказа механизмов и подшипников. Внимательно прочитайте всю документацию и точно следуйте инструкциям.
4. Смешивание смазок
Не все смазки одинаковы, даже если они имеют одинаковые допуски. Смешивание различных смазок может быть настолько же вредным, как и отсутствие смазки. Смешивание синтетических и минеральных смазок может вызвать серьезные проблемы, приводящие к утечкам и поломкам.
Аналогичные проблемы возникают при добавлении несовместимого загустителя в смазку. Смесь может стать нестабильной и непригодной для использования.
5. Загрязнение смазкой
Загрязнённая смазка повреждает подшипник, который должна «оберегать», что уменьшает срок службы подшипников или и вовсе выводит его из строя. Загрязнения могут попадать в смазку из-за неблагоприятной окружающей среды или чрезмерной изношенности всего механизма.
Политика мониторинга состояния смазки, обеспечит минимальное влияние загрязнения на время безотказной работы оборудования. Однако визуального осмотра может быть недостаточно для определения того, произошло ли загрязнение.
Источник
Как смазать закрытый подшипник
Смазка в закрытых подшипников за время эксплуатации высыхает, выбивается через зазоры, по этому для продления срока службы их нужно по возможности смазывать. К тому же бывает, что разобрав новый только, что купленный подшипник, оказывается, что в него наложили слишком мало смазки, (может быть всего лишь одна капля). Поэтому для надежности нужно проверить смазку в новом подшипнике, прежде чем его установить. Реальный пример, менял ремень грм и натяжной ролик, снял уплотнительное кольцо, а смазки вообще нет. Часто бывает, что она там есть, но наложено ее слишком мало. После этого случая всегда проверяю новые подшипники.
Конечно же проверить достаточное количество смазки наложено в подшипник или нет, можно только одним способом, это разобрать его. Кольца, которые уплотняют подшипник устанавливаются с натягом, на защелку в наружную обойму.
Лучший вариант обслужить старый подшипник или проверить новый это осторожно подковырнуть уплотнительное кольцо с помощью остро заточенного инструмента и снять его. После этого подшипник промывается в бензине, чистится щеткой. Из него удаляется старая высохшая смазка и грязь. Далее накладывается достаточное количество смазки.
Вообще как определить сколько нужно смазки. Если наложить слишком много, то она может выдавить уплотнительное кольцо, подшипник откроется и в него начнет попадать пыль. Но если кольцо не выдавит, то все равно часть смазки будет вылизать через зазоры и загрязнять детали, например коллектор и щетки в генераторе.
Объем подшипника, который заполняется смазкой зависит от оборотов. Считается, что если подшипник работает на оборотах ниже 1500, то его нужно заполнять смазкой на 50-90% объема. При оборотах больше этой цифры, подшипник заполняется на 30%.
Проверяется подшипник просто, нужно взять его за внутреннее кольцо, и по вращать в разные стороны наружную обойму. Вращение должно быть плавное без заеданий. Если в нем отсутствует смазка, то это можно сразу понять, он долго вращается по инерции. При достаточном количестве смазки, инерции вообще не будет, она не даст шарикам свободно перекатываться (смазка).
В некоторых случаях возможно лучше вообще не открывать старый подшипник, потому, что уплотнительное кольцо может со временем терять эластичность и ломаться при попытке его подковырнуть (армированные кольца).
Смазку в подшипник, можно наложить, в этом случае не разбирая.
Для этого нужно взять подходящий шприц, отрезать у него нос и наложить смазки. Далее шприц плотно прислоняется к подшипнику после чего часть смазки запрессовывается через зазор между уплотнительным кольцом и внутренней обоймой. Таким образом можно смазать подшипник даже не снимая его с вала.
На подшипник, точнее в зазор между кольцом и внутренней обоймой накладывается смазка. К другой стороне подшипника прислоняется пылесос. Смазка всасывается внутрь подшипника.
Эти способы можно применить в разных ситуациях.
Один мой знакомый тракторист, показал мне как еще можно смазать подшипник не снимая с вала, мы даже с ним поспорили на эту тему. Но как оказалось ни чего нового он мне не показал.
В комбайнах закрытые подшипники смазываются следующим образом. В уплотнительных кольцах сверлятся отверстия диаметром 1,5-2 миллиметра. С помощью специального шприца с иголкой в них нагнетается смазка. Можно и обычным шприцем запрессовать.
Этот способ можно применить в автомобиле.
Если вам было полезно, ставьте лайк и подписывайтесь на канал.
Источник
Нарушение смазывания как причина отказов подшипников качения
материал предоставил к.т.н. СИДОРОВ Владимир Анатольевич
Нарушения в поступлении и движении смазочного материала в узлах подшипников качения часто являются причиной отказов механического оборудования. К сожалению, задачи о движении смазочного материала в подшипниках весьма сложны и во многом до сих пор ещё не решены аналитически, поэтому причины генезиса отказов приходится искать эмпирическим путём. Эти причины следует учитывать как исследователям, занимающимся разработкой подобных узлов, так и специалистам служб эксплуатации и ремонта оборудования.
Несколько приведенных здесь примеров анализа нарушений подачи смазки, разумеется, не могут охватить всего многообразия случаев повреждений подшипников. Однако надеемся, они позволят обратить внимание читателей на тот факт, что закономерности движения смазки и элементов конструкции обладают индивидуальностью даже для однотипных подшипниковых узлов, что выражается в различиях режима смазывания и достигаемой долговечности.
Накопление продуктов износа в смазочном материале
Для поворота свода электродуговой печи используется трехрядное роликоподшипниковое поворотное кольцо (рисунок 1). Его работа в условиях функционирования механизма связана с частыми поворотами (100…160 циклов в сутки), односторонним воздействием высокой температуры раскалённого свода, значительными консольной и вертикальной нагрузками. Верхний ряд тел качения включает 244 ролика. Основные технические характеристики механизма поворота свода печи: угол поворота – 95°; скорость поворота – 5°/с; масса – 50 т.
Рисунок 1 – Трёхрядное роликоподшипниковое поворотное кольцо:
а) конструкция:
1 – опорные ролики; 2 – радиальные ролики; 3 – контропорные ролики; 4 – пыльник; 5 – неподвижное кольцо; 6 – подвижное кольцо
б) внешний вид
Через четыре года эксплуатации произошло заклинивание механизма из-за повреждений элементов опорного кольца – сепаратора и роликов (рисунок 2). Работа электродуговой печи была остановлена на длительное время.
Рисунок 2 – Повреждения сепаратора и деформация опорных роликов трёхрядного роликоподшипникового поворотного кольца
Проведенная ранее разборка отказавшего подшипника позволила установить, что полости всех рядов роликов были заполнены закоксовавшейся смазкой чёрного цвета. Особенно плотным был её слой на верхнем, разрушенном ряду роликов (рисунок 3а). Установлено преобладание абразивного износа из-за окисления (коксования) смазочного материала и накопления продуктов износа в застойной зоне верхнего ряда роликов (рисунок 3а). На их поверхности зафиксирована плёнка продуктов коксования смазки (рисунок 3б).
Рисунок 3 – Элементы изношенного подшипника:
а) продукты окисления и износа в смазочном материале;
б) продукты коксования на поверхности роликов
На беговых дорожках присутствовали усталостные трещины (рисунок 4). Преобладающим являлся абразивный износ, что не позволило трещинам усталости развиваться до осповидного выкрашивания.

Рисунок 4 – Трещины поверхностного слоя беговой дорожки подшипника
Следствием стал ускоренный износ роликов и беговых дорожек верхнего ряда роликоподшипникового кольца, а также неравномерное распределение сил между телами качения. Это вызвало перекос роликов, прекращение их перекатывания, деформацию верхнего ряда тел качения и повреждения сепаратора (рисунок 2).
Свежий смазочный материал практически не имел возможности поступать в зону контакта роликов с беговой дорожкой из-за повышенного давления накопленной смеси. Источником формирования абразива послужили продукты изнашивания, не отводимые смазочным материалом с верхнего ряда роликов. Износ локализовался в районе верхнего ряда роликов, а для радиального и нижнего ряда роликов износ отсутствовал.
Для смазки подшипника в неподвижном внутреннем кольце выполнены каналы на четырёх уровнях, в восьми точках по окружности кольца на каждом уровне. Смазывание осуществлялось пластичной смазкой с использованием централизованной системы подачи. Конструкция подшипника не позволяет эффективно удалять продукты изнашивания подшипника и окисления смазки из верхнего ряда роликов, что и послужило причиной отказа – заклинивания свода в отвёрнутом положении.
Для повышения долговечности узла и исключения абразивного вида износа предложено изменить режим смазывания (подача смазочного материала в меньшем объёме проводилась чаще). Одновременно были проведены мероприятия по защите подшипника от теплового излучения путём установки защитных экранов. Это привело к изменению характера износа, что было зафиксировано при осмотре подшипника, принудительно замененного через 5 лет.
Разборка замененного узла показала, что условия смазывания всех рядов роликов были удовлетворительными. Только на верхнем ряду роликов присутствовали продукты износа (рисунок 5).
Рисунок 5 – Состояние смазки по рядам изношенного подшипника:
а) продукты износа в смазочном материале опорного ряда;
б) радиальный ряд роликов
На беговых дорожках верхнего кольца преобладало осповидное выкрашивание (рисунок 6), которое возникает при переменных нагрузках и высоких давлениях, превышающих предел выносливости. Это – характерный вид изнашивания для деталей подшипников качения. Причина преобладания осповидного выкрашивания – увеличение массы свода после установки дополнительных водоохлаждающих секций и повышение динамических нагрузок от воздействия электрической дуги после установки более мощного трансформатора. Следы осповидного износа были зафиксированы и на отдельных роликах верхнего опорного ряда (рисунок 7).
Рисунок 6 – Усталостное выкрашивание на беговых дорожках подшипника
Рисунок 7 – Следы осповидного износа на поверхности роликов верхнего ряда
На роликах нижнего ряда отмечена начальная стадия подобного износа – шелушение поверхностного слоя. Обнаружены фрагменты повреждённого сепаратора в полости подшипника. Всё это позволяет утверждать, что замена узла проведена своевременно, дальнейшая эксплуатация привела бы к отказу и внеплановой остановке электродуговой печи. В то же время, изменение режима смазывания позволило практически исключить абразивный износ.
Нарушение режимов смазывания шарниров столов качания МНЛЗ
Широкое распространение в практике непрерывной разливки стали на сортовых МНЛЗ получили сдвоенные шарнирные четырёхзвенные рычажные механизмы качания кристаллизатора (рисунок 8). Крутящий момент от двигателя 1 через соединительную (чаще всего баллонную) муфту 2 передаётся на коническо-цилиндрический или червячный понижающий редуктор 3. Электродвигатель и редуктор установлены на качающейся независимой общей платформе. Тихоходный вал редуктора, совершающий 100…400 об./мин., соединен через эксцентриковую муфту 4 (которая установлена в подшипниковых опорах 5) с кривошипом, преобразующим вращательное движение вала редуктора в возвратно-поступательное. Кривошип соединен с коромыслами 7 и 9. В шарнирных опорах 6 и 8 закреплены коромысла 7 и 9, соответственно. Указанные шарнирные опоры рычажного механизма расположены в едином основании механизма качания, установленном и закрепленном на несущих металлоконструкциях МНЛЗ.

Рисунок 8 – Общий вид кристаллизатора и стола качания с электромеханическим приводом
В качестве опор используются двухрядные роликовые подшипники, смазка которых осуществляется централизованно пластичной смазкой. При помощи шарнирных узлов 10 коромысла 7 и 9 связаны со столом качания 11, на котором установлен и закреплен кристаллизатор 12.
Почти в половине случаев отказов механизмов качания (рисунок 9) МНЛЗ наблюдается нарушение режима смазывания подшипников шарниров, заключающееся в накоплении продуктов износа и отсутствии движения пластичной смазки из-за малых углов качания шарниров, что приводит к абразивному износу. Визуальные признаки его различны и зависят от стадии повреждения. В рассматриваемом случае абразивный износ подшипников шарниров имеет проявление сходное с бринеллированием – в виде повреждений поверхности беговой дорожки с шагом, равным шагу тел качения. На начальном этапе это не приводит к заметным изменениям эксплуатационных свойств механизма качания. Зато, в дальнейшем, износ приводит к изменению размеров деталей узлов трения, появлению выработки во втулках, увеличению зазоров. Значительная изношенность трущихся поверхностей отражается на параметрах движения узлов и механизма – появляется неравномерность движения, нарушение радиуса и параметров качания.
Рисунок 9 – Абразивный износ колец подшипников шарниров механизма качания МНЛЗ из-за нарушения отвода смазочного материала
Неравномерное смазывание беговых дорожек двухрядных роликоподшипников
Ещё один пример – механизмы передвижения разливочных кранов сталеплавильных цехов, которые работают интенсивно, в условиях частых пусков, при существенных статических и динамических нагрузках, меняющихся в широком диапазоне. Одним из важнейших узлов механизма передвижения разливочных кранов являются подшипники качения, на которые опираются валы и оси ходовых колес. Их внезапный выход из строя приводит к длительному простою крана в неподготовленном для проведения ремонта месте. Частые простои разливочных кранов по причине внеплановых ремонтов, связанных с заменой подшипников качения ходовых колес, потребовали определения причин наблюдаемых отказов.
Наиболее характерным видом отказов здесь оказалось выдавливание торцевой крышки и сползание ходового колеса с оси (рисунок 10). Продольное усилие, которое пришлось приложить для выполнения разборки поврежденного узла, составляло порядка 6…8 кН. Это указывало на воздействие значительных осевых сил на ходовое колесо в процессе эксплуатации. Специфика отказа позволила исключить причины, связанные с повреждениями подкрановых балок.

Рисунок 10 – Сползание ходового колеса с оси
Визуальный осмотр повреждённого колеса позволил установить следующее:
Рисунок 11 – Полное разрушение одного из подшипников ходового колеса
- Целый подшипник имеет следы коксования смазки (рисунок 12).

Рисунок 12 – Следы коксования смазочного материала на деталях целого подшипника

Рисунок 13 – Смещение следов осповидного выкрашивания на беговой дорожке внешнего кольца целого подшипника
Дополнительно во время ремонта осмотрены посадочные места подшипников и осей балансиров, а также сами оси. Установлен факт неравномерного распределения нагрузки между подшипниками ходового колеса, отсутствие смазки и неравномерный износ на поверхностях контакта. Расчётное время работы подшипника при неравномерном распределении нагрузки составило около 300 суток, при износе сепаратора около 30 суток, что хорошо согласуется с данными о реальной долговечности узлов. Анализ полученных данных позволил определить причину возникновения осевой силы, которая привела к сползанию ходового колеса с оси – неравномерное распределение нагрузки между подшипниками ходового колеса и рядами тел качения из-за износа сепаратора при коксовании смазки.
Коксование смазочного материала происходит под воздействием повышенной температуры, особенно в летний период, когда температура окружающего воздуха в зоне работы ходовых колес достигает 50 °С. Поэтому максимальная вероятность отказов подшипников этих колёс приходится на осенний сезон.
Развитие повреждения приводит к неравномерности движения тел качения в нагруженной зоне, расположенной вверху, при местном характере нагрузки. Это приводит к оттоку смазки из зоны трения. Результат – неравномерность нагрузки на перемычки сепаратора, износ и разрушение его элементов.
Коксование смазочного материала приводит к повышению момента от сил сопротивления между телами качения и беговой дорожкой. Наконец, момент сопротивления становится большим, чем момент, фиксирующий неподвижную посадку наружного кольца в корпусе подшипника. Свидетельством этого явилось обнаружение на внешней поверхности наружного кольца разрушенного подшипника следов проворота подшипника в корпусе, который ускорил процесс износа сепаратора.
После разрушения сепаратора по одному ряду роликов происходит перераспределение нагрузки, и появляется осевая сила от взаимодействия с беговой дорожкой ряда роликов, имеющих целый сепаратор. Движение крана в данной ситуации приводит к перемещению оси в направлении внешней стороны крана. Об этом свидетельствуют следы осповидного выкрашивания, смещённые относительно средней линии. Воздействие односторонней осевой нагрузки подтверждается засветлением на торцах роликов одного ряда подшипника.
Следовательно, последовательность разрушения такова: неравномерная нагрузка на подшипники ходового колеса – коксование смазочного материала – разрушение сепаратора по ряду, ближайшему к колесу – возникновение осевой силы и сход колеса с оси.
Рекомендации:
- изменить способ подачи смазочного материала в подшипники ходового колеса – смазочный материал следует подавать посередине верхней части подшипника (ранее смазка подавалась с торца);
- обеспечить равномерное распределение нагрузки между подшипниками ходового колеса;
- восстановить посадочные места осей балансиров и торцевой балки крана.
Основная причина отказа в данном случае – нерационально выбранный боковой подвод смазочного материала. При неизменном направлении вращения и правильном варианте подвода подшипник работает как насос, прокачивая через себя смазочный материал. Подтверждает это соображение различная структура смазочного материала на приводной и холостой стороне корпуса подшипника (рисунок 14).
Рисунок 14 – Различная структура смазочного материала приводной и холостой стороны корпуса подшипника
Использовавшийся торцевой односторонний подвод смазочного материала для двухрядного роликоподшипника привел к появлению более выгодных условий смазывания роликов для одной беговой дорожки и худших – для другой.
Изменение направления движения крана приводило и к изменению условий смазывания роликов по внутренней беговой дорожке. Результат – неравномерный износ сепараторов, нарушение равновесия осевых сил по роликам беговых дорожек, разрушение сепаратора и выдавливание торцевой крышки и ходового колеса с оси.
Проведенные мероприятия по изменению точки подвода смазочного материала позволили резко сократить число отказов.
Ошибки в конструкции систем смазки
В настоящее время для обеспечения технологических процессов энергоносителями – водой, паром, газом, а также для создания вакуума – часто используется компактное энергетическое оборудование с частотой вращения 3000 об./мин. и выше. Его поломки происходят внезапно и обычно связаны с разрушением подшипников качения. Одна из причин этого – ошибки в конструкции систем смазывания.
Примером может служить опыт обследования пяти бустерных насосов с частотой вращения 3600 об./мин. в процессе их эксплуатации. За период наблюдения длительностью 10 месяцев было проведено 2 предупредительные замены подшипников 6319 С3 с приводной стороны ведомого вала насоса. С точки зрения диагностирования, признаками приближающегося отказа было локальное повышение шума и вибрации, зафиксированое органолептическими методами. На третий раз имел место внезапный отказ, результатом которого явилось разрушение корпуса двигателя и насоса (рисунок 15).
Рисунок 15 – Разрушение корпусов:
а) двигателя;
б) бустерного насоса
Анализ отказов показал, что однотипное разрушение подшипников ведомого вала с приводной стороны различных насосов, произошедшее за столь короткий срок, является следствием конструкторской ошибки. Устройство подшипникового узла ведомого вала бустерного насоса предполагает смазывание путём разбрызгивания масла при помощи диска (рисунок 16а). Со стороны насоса осуществляется подача инертного газа для уплотнения вала. Подшипник на высокой частоте вращения работает как насос, отбрасывая частицы смазочного материала от себя. В результате, создаваемая взвесь масляных частиц не проникает к уплотнению вала, что приводит к его интенсивному износу. Рекомендуемое конструкторское решение узла смазывания подшипникового узла приведено на рисунок 16б.
Рисунок 16 – Конструкция смазки подшипникового узла ведомого вала:
а) существующая, со стороны двигателя насоса HV;
б) рекомендуемая, используемая на насосе ШН-360
При износе уплотнения, из-за недостаточного смазывания, возможно появление дополнительного потока газа, препятствующего попаданию масла в подшипник. В результате подшипник остаётся без смазки, и неравномерное распределение сил трения между телами качения приводит к разрушению сепаратора. Один из признаков – цвета побежалости на нём (рисунок 17). Это является наиболее вероятной причиной заклинивания вала и разрушения корпуса насоса и ротора.

Рисунок 17 – Цвета побежалости на сепараторе разрушенного подшипника
Накопление продуктов окисления смазочного материала в окнах сепараторов подшипников качения
Аналогичную аварию на упомянутом выше участке удалось предотвратить благодаря контролю вибрационного состояния механического оборудования: бустерных насосов и винтовых компрессоров. Превышение значений вибрационных параметров допустимых значений послужило основанием для остановки и ремонта компрессора. Анализ характера разрушений позволил установить следующие диагностические признаки повреждений подшипников:
- Износ беговой дорожки внутреннего кольца одного из шариковых радиально-упорных подшипников ведомого вала (рисунок 18). Воздействие осевой нагрузки при работе подшипника сочеталось с разрушением элементов подшипника (сепаратора). На беговой дорожке присутствовали вкатанные в её поверхность частицы разрушенного сепаратора, а сама она имела вид наклёпанной.

Рисунок 18 – Износ беговой дорожки внутреннего кольца шарикового радиально-упорного подшипника

Рисунок 19 – Следы износа на телах качения и следы повреждения на сепараторе
Указанные диагностические признаки позволяют предположить, что процесс накопления повреждений был спровоцирован заклиниванием шарика в сепараторе (одна из возможных причин – накопление продуктов износа или окисления смазочного материала в зазоре “шарик – окно сепаратора”), что ограничило число степеней свободы при вращении первого и ускорило износ второго. Данная причина оказалась характерной для подшипников, смазываемых не только жидким маслом, но и пластичной смазкой.
Вибрационный контроль подшипника 6314 С3, установленного на электродвигателе мощностью 250 кВт с частотой вращения 3000 об./мин. позволил установить момент резкого увеличения виброскорости щита электродвигателя от 2,0 мм/с до 60…95 мм/с. После подачи свежей смазки виброскорость уменьшалась до 10…20мм/с, затем опять начинала возрастать, одновременно увеличивалась температура корпуса подшипника до 70…90 °С. Предпринятые меры позволили продолжить эксплуатацию до окончания смены. Разборка подшипникового узла и визуальный осмотр не выявили явных повреждений. После повторного включения начался резкий рост температуры, поэтому было принято решение о замене подшипника. Причину неисправности удалось установить при осмотре тел качения (рисунок 20). Обнаруженные кольцевые следы явились следствием ограничения степеней подвижности двух шариков в окнах сепаратора, вращения их вдоль одной оси и возникновения автоколебаний. Причина – заклинивание шариков в окнах сепаратора при накоплении продуктов износа или окисления смазочного материала.
Рисунок 20 – Ограничение подвижности шариков при накоплении продуктов износа в окнах сепаратора
Недостаток смазочного материала
Обратимся к такому явлению, как отказы дымососов и вентиляторов. Как правило, они происходят редко, особенно после проведенного ремонта. Поэтому отказ дымососа ГД-20 через три часа работы после замены вала и подшипников, центрирования и балансировки рабочего колеса, имеющего низкий уровень вибрации (порядка 3,0 мм/с)был явной неожиданностью для эксплуатационного и ремонтного персонала. Укажем, что подшипники данного агрегата смонтированы в одном корпусе и смазываются погружением из одного картера.
Осмотр вала вентилятора показал следующее:
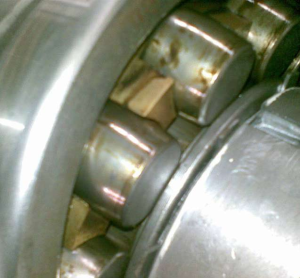
Рисунок 21 – Удовлетворительное состояние подшипника 3536

Рисунок 22 – Повреждения подшипника 3530

Рисунок 23 – Следы схватывания второго рода при проворачивании внутреннего кольца подшипника на валу при отсутствии смазки
Проворачивание внутреннего кольца при наличии смазки проявляется в виде полированной поверхности. Это позволило сделать вывод о недостатке смазочного материала в корпусе вентилятора, несмотря на удовлетворительное состояние расположенного рядом подшипника 3536 (его смазывание обеспечивается различием в размерах).
Проведенный анализ причин повреждений позволил поставить правильный диагноз – недостаток подаваемого смазочного материала (рисунок 24) и при разрушении подшипника редуктора привода прокатной клети мелкосортного стана. Этому способствовало наличие таких диагностических признаков, как вмятины от тел качения на беговой дорожке внутреннего кольца и следы схватывания второго рода при его провороте.
Источник