Замена подшипника распредвала днепр
Работаю далее и это очерк ну и памятка наверное для меня и для тех кто будет тоже разбирать всё…
Вкратце если вы захотите своими руками привести мотоцикл в полный порядок ( в моем случае это пока движок и коробка, до остального руки просто не дошли)
Для начала ( если вы городской человек и у вас есть возможность потратить на хобби 50+ тыс деревянных то едем на рынок если у вас нет инструмента)
Вам понадобится головка на 36 (длинная и лучше ударная ) ну и вороток ( я покупал как для грузовиков с дюймовым квадратом и переход на 1/2 дюйма под динамометрические ключи)

Вам будут нужны съемники (особенно 2х и 3х лапые (большой для шестерен 2х и снятия маховика) 
Еще вам понадобится
БЕЗ ВАРИАНТОВ КУПИТЕ ИЛИ НАЙДИТЕ ЭТУ ОТВЕРТКУ ( иначе работа встанет пока не добудите данный гаджет)
Отвертка ударно поворотная ( любого производителя) 
2 монтировки ( средние )
2 монтировки (малые)
1-2 тупых зубила разных размеров
еще вот такой съемник ( нужен будет для того что бы потом выпрессовать обойму подшипника 
У днепра 2 половинки бака связаны шлангом который проходит под рамой и при поднятии бака с места, этот чертов шланг снимается и топливо начинает литься у меня чуть чуть не прозощел большой бум с шашлыком из меня так как облило меня знатно.
Так что будьте очень аккуратны.
1. Сливаем масло с движка и с коробки.
2. Вывешиваем заднее колесо или маятник для снятия его ( на глупый вопрос какого оно на… не снимается отвечу сразу)
тросик тормоза идущий к заднему колесу и если на него посмотреть то там есть тяга которая держится на ШПЛИНТЕ который нужно просто снять (отпилить распилить откусить в общем избавится от него)
3. Открутив и сняв кардан, снимаем генератор и отсоединяем все провода от движка и коробки
Здесь наступает момент понимания того сколько у вас есть силы и может ли кто вам помочь
если нет и вы готовы поцарапать раму мотоцикла то следуем дальше, если нет то читаем тоже самое но на моменте домкрата движок держут пара человек
Двигатель висит на 2х шпильках которые проходят через движок снизу, в зависимости от замучености рекомендую отчистить смазать вдшкой и нагреть до 150-300 градусов.Тогда гайки снимутся на ура шпильки выбиваем со стороны коляски если что ))) 
Перед демонтажом шпилек пройди по кругу и уточните что всё снято.

В принципе дальше просто снимаем движок.
1. Откручиваем поддон и готовимся увидеть кучу гауна которое или потечет останется холодцом.
2. Снимаем переднюю часть двигателя аккуратно.
3. Снимаем съемником шестерню и снимаем цинтрифугу и масло насос. иначе потом не снять гитару.
4. Следующий шаг снимаем все шестерни и смотрим на наличие метки. что бы потом выставить шестерни грм, метка это то что похоже на удар зубилом на двум шестеренкам в одном месте (не ошибётесь, а если нет то сделайте это сами)и для одно шестерни вам будет нужен 2х лапый съемник а для другой 3х лапый и еще одно ОЧЕНЬ ОЧЕНЬ ГЛАВНОЕ, центр съемника должен упираться во что угодно но не в валы ( вы можете на валы накрутить болты и тогда можно если не сделать так то валы развальцуются. и могут лопнуть.
5. Наверное уже чешутся руки попробовать ударную отвертку, но рано сейчас пора взять резиновый молоток плоскую обычную ударную отвертку и две малые монтировки )))
и постукивая по креплению резиновым молотком проворачиваем его так что бы можно было подсунуть под выступ монтировку с одной и с другой стороны и давя на концы монтировок пытаемся вытянуть распредвал (обычно идет легко у всех, у некоторых просто снимается пальцами что уже хуже)
6. Шагаем дальше, теперь надо снять гитару ( шпонки дао удалить заранее. надеюсь вы это уже сделали)
Теперь с помощью монтировок снимаем гитару. Очень аккуратно она хрупкая но может сняться вот так как у меня и это не редко как я понял

Снять подшипник очень легко на фото ниже видно два заводских отверстия которые нужны для этих целей, идеально для выбивки подходят старые клапана только кончик клапана надо уменьшить лучше использовать точило ( уменьшаем диаметр на до самой узкой части как для сухариков и на глубину 2-2ю5 см) тогда будет достаточно для выбивки подшипника. Легкими постукиваниями по клапану выбиваем подшипник меняя точки для выпрессовки то одну то другую. 

Что бы удалить данную вещь вам понадобится
Ударная головка и ручка для возможного использования трубы + человек держащий движок 1 шт
Берем кузькину мать ударную отвертку и разбираем сцепление, сняв всё, видим болт на 36 и стопорную шайбу.
Шайбу долой, болт имеет нормальную резьбу, если смотреть на него то откручивать в ЛЕВУЮ СТОРОНУ.
Открутив снимаем маховик.и видим сальник с стопорным кольцом.
Теперь нужен будет тот съемник который был в начале. 
После удаления стопорного кольца, греем посадочное место феном строительным, и потихоньку выбиваем обойму подшипника.
Так как все подшипники я ставлю японские то ставить я буду вот такие. 


Пока всё, дальше будет часть отчета по сборке двигателя и отчет по коробке, каюсь пока не приступал нет времени.
Источник
Ремонт ГРМ мотоцикла ДНЕПР
Обычно потребность в ремонте газораспределительного механизма возникает, когда заметно снижается компрессия в цилиндрах двигателя из-за потери герметичности клапанов. Признаки этой неисправности: падение мощности, затрудненный пуск двигателя, повышенный расход бензина, сильный шум в верхней части картера двигателя (в месте расположения толкателей), и в головках цилиндров.
Для ремонта необходимо снять головки и определить состояние деталей механизма газораспределения.
Штанга толкателя у двигателя типа МТ изготовлена из алюминиевого сплава В95Т, ее наконечники — из стали 45, сфера обработана термически до твердости HRC 56—62. Прямолинейность стержней штанг проверяют на плите или стекле. Щуп толщиной 0,2 мм не должен проходить между стержнем штанги и плитой. При необходимости штангу правят легкими ударами молотка через подкладку из мягкого металла.
Износы на сферической поверхности наконечников штанг можно вывести шлифованием, а проконтролировать — радиусным шаблоном (R=З.б мм).
Толкатели для двигателей МТ и К750М отлиты из специального чугуна и имеют на торце отбеленный слой глубиной до 12 мм с твердостью HRC 50—60. Если на торцах толкателей появились задиры: износ или выкрошены поверхности, их заменяют новыми, чтобы предотвратить износ кулачков распределительного вала.
Незначительную выработку на торце можно устранить шлифованием. Чистота обработки — не ниже восьмого класса. Если на хорошо приработанном торце заметны только точечные следы выкрашивания, толкатель можно не менять.
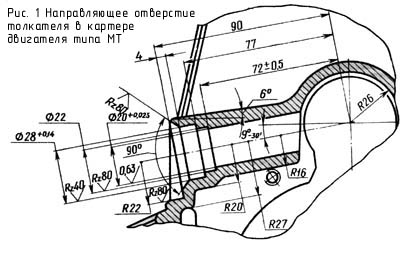
Толкатели двигателя МТ, имеющие износ сферической поверхности, надо заменить. Когда обнаружен износ цилиндрической части, измеряют диаметр направляющего отверстия в картере и диаметр толкателя. Если разность диаметров, то есть зазор между этими деталями, превышает 0,15 мм, ставят новый толкатель, чтобы обеспечить в этом сопряжении зазор 0.020—0.070 мм. В случае, когда замена не дает требуемого результата (из-за большого износа стенок отверстия под толкатель), у двигателя МТ устанавливают ремонтную втулку, а у К750М заменяют направляющую втулку. Для этого отверстие под толкатель в картере двигателя МТ (рис. 1) растачивают: диаметр 20 мм — до 25 мм. а диаметр 22 мм — до 27,5 мм. Затем запрессовывают в него втулку (рис. 2). которую можно изготовить из алюминиевого сплава Д1Т, В95Т или АЛ-5.
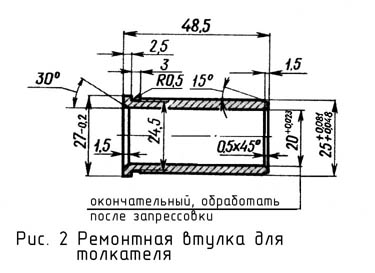
После запрессовки втулку растачивают до диаметра 20+0.023мм под новый толкатель. Чистота обработки должна быть не ниже шестого класса. Допускается и такой вариант ремонта с использованием старых толкателей. Их шлифуют до диаметра 19,8 мм, а новые втулки растачивают до 19,8 мм.
Кроме того, втулку толкателя можно установить не с натягом, а по скользящей посадке. В этом случае ее изготовляют с окончательными размерами: наружный диаметр 25 внутренний 20 (под новый толкатель). После установки в картер втулку фиксируют винтом или стопорным кольцом.
Распределительный вал изготовлен из стали 45. Рабочие поверхности кулачков обработаны термически токами высокой частоты до твердости HRC 54—62.
После того как будут сняты толкатели, надо тщательно осмотреть кулачки. В большинстве случаев при износе рабочих торцев толкателей изнашиваются и они. Если на кулачках есть выработка, задиры или выкрошившиеся участки. — распределительный вал следует заменить. В качестве временной меры его можно «восстановить» в домашних условиях, если износ вершины кулачка меньше миллиметра. Кулачки шлифуют брусками и полируют шкуркой, стараясь сохранить профиль. Разумеется, мощностные показатели с таким валом будут ниже.
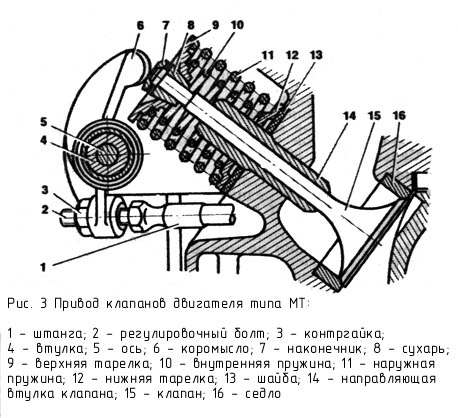
Головку цилиндра перед осмотром тщательно моют и удаляют нагар из камеры сгорания металлической щеткой. Для осмотра клапанов, их пружин, направляющих, седел (рис. 3) и проведения необходимых замеров с целью определить износы клапаны следует снять. Во избежание травм при этом лучше пользоваться специальным приспособлением, позволяющим постепенно сжимать и отпускать пружины (например, показанным в журнале «За рулем» № 10 за 1983 год). Клапаны надо пометить, чтобы при установке не перепутать их местами. Все снятые и оставшиеся в головке детали очищают от нагара и лаковых отложений, моют и осматривают.
Впускные и выпускные клапаны двигателя МТ различаются размерами и материалом. Впускной клапан имеет головку диаметром 40 мм, отштампован из стали 40Х9С2, твердость НВ 255—302. У выпускного — диаметр головки 37 мм, отштампован он из жаропрочной стали ЭПЗОЗ, твердость HRC 30—35. Длина обоих клапанов 92,3 мм.
В двигателе К750М впускные и выпускные клапаны одинаковы. Они отштампованы из стали 40Х9С2. диаметр головки 38 мм, торцы обработаны термически до твердости HRC 48—54, длина — 137 мм.
Седла клапанов (впускных и выпускных) у двигателя МТ изготовлены из бронзы АЖН-10-4-4Л. а направляющие втулки — из бронзы Бр ОФ 6.5—0.15. Если рабочие фаски на клапанах и седлах имеют незначительный износ, неглубокие раковины, а коническая форма сохранилась. достаточно только притереть клапаны. Когда же рабочие фаски приобрели ступенчатую форму или поражены глубокими раковинами, а сопрягаемые с ними фаски седел закруглились, эти поверхности надо восстановить.
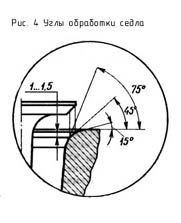
Седла обрабатывают посредством конических шарошек, имеющих угол 45°. 75° и 15°, согласно рис. 4. Сначала шарошкой с углом 45° снимают металл с поверхности рабочей фаски, затем срезают верхний пояс гнезда с углом 75°, потом шарошкой с углом 15° снимают фаску в нижней части гнезда. Ширина рабочей фаски должна находиться в пределах 1—1.5 мм.
Рабочую фаску клапана протачивают или шлифуют под углом 45° к оси стержня клапана. Снимать надо минимальный слой металла, лишь для получения гладкой поверхности. Толщина цилиндрической части головки клапана после обработки должна быть не меньше 0,5 мм. В противном случае клапан надо заменить. Биение рабочей фаски относительно стержня клапана не должно превышать 0.03 мм.
После обработки клапана и седла притирают фаски при помощи ручной дрели, коловорота или отрезка бензошланга, надетого на стержень клапана. Перед притиркой под головку клапана устанавливают слабую пружину, обеспечивающую подъем его от седла на 3—6 мм. На фаску головки наносят тонкий слой притирочной пасты из карборундового или наждачного порошка, смешанного с моторным маслом и керосином. Клапан попеременно вращают в обе стороны таким образом, чтобы поворот в одну сторону был примерно вдвое больше, чем в другую, то есть чтобы клапан постепенно поворачивался в одном направлении. В момент изменения направления клапан надо отжимать от седла. Когда исчезнут раковины или следы механической обработки, переходят на пасту из более мелкого порошка и обрабатывают поверхность, пока она не станет на рабочих фасках однотонной матовой. После этого полируют фаску при помощи масла, разбавленного керосином.
Для проверки качества притирки на рабочие фаски седла и клапана наносят мягким графитовым карандашом несколько поперечных черточек и поворачивают клапан с легким нажимом на небольшой угол. Если все черточки стерлись — клапан притерт хорошо. Поясок должен располагаться по середине фаски клапана и иметь ширину не более 1.5 мм. После притирки надо тщательно промыть детали до полного удаления продуктов обработки.
Герметичность клапана проверяют заливкой керосина в канал головки. В течение одной минуты он не должен просачиваться между седлом и клапаном наружу.
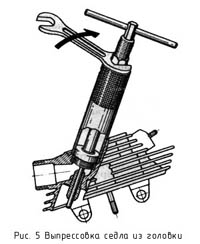
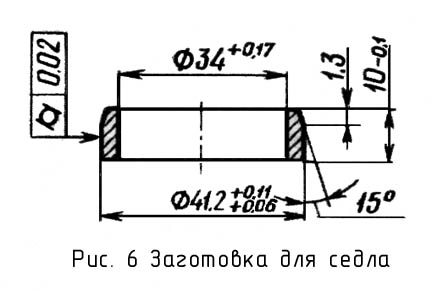
Если седло клапана у двигателя МТ имеет большую выработку или другие не выводимые шарошкой изъяны, его заменяют. Для удаления в седле нарезают резьбу, нагревают головку примерно до 200° С и специальным резьбовым съемником выпрессовывают деталь из гнезда (рис. 5). Когда нет приспособления, седло клапана можно вырезать зенкером. Размеры заготовки для нового седла приведены на рис. 6. При изготовлении наружный его диаметр определяют по гнезду в головке с условием, что будет обеспечен натяг 0.2—0.3 мм.

Головку нагревают и посредством оправки запрессовывают седло. Затем обрабатывают в соответствии с направляющей втулкой клапана рабочие фаски на седле, как объяснено ранее, до размеров. указанных на рис. 7. Биение фаски седла относительно оси отверстия направляющей втулки не должно превышать 0.05 мм.
Чтобы проверить состояние стержней клапанов и направляющих втулок, измеряют диаметры в трех поясах по двум взаимно перпендикулярным плоскостям. Диаметр стержня нового клапана двигателя МТ равен 8 , а втулки — 8 мм; К750М — соответственно 9 и 9 мм.
Если зазор между стержнем клапана и отверстием направляющей втулки превышает 0,25 мм, необходимо заменить клапан. Не поможет — замените и направляющую втулку. В двигателе МТ изношенную втулку удаляют при помощи оправки. Нагревают головку до температуры +150—200° С и запрессовывают новую направляющую втулку (размеры ее приведены на рис. 8).
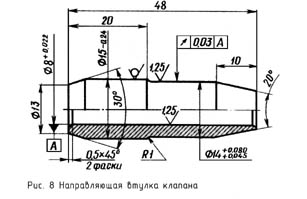
При изготовлении втулки наружный диаметр определяют с таким расчетом, чтобы обеспечить натяг 0.018—0,080 мм. После установки направляющих втулок их отверстия развертывают до диаметра 8 +0,022 мм. Если используют старые клапаны, их стержни рекомендуется прошлифовать до диаметра 7,8 , а втулки изготовить с внутренним диаметром 7,8 +0,022 мм.
После замены направляющей втулки проверяют концентричность фаски у седла относительно оси втулки и в случае необходимости дорабатывают гнезда шарошками или притиром. Перед сборкой на стержни клапанов целесообразно нанести графитовую смазку.
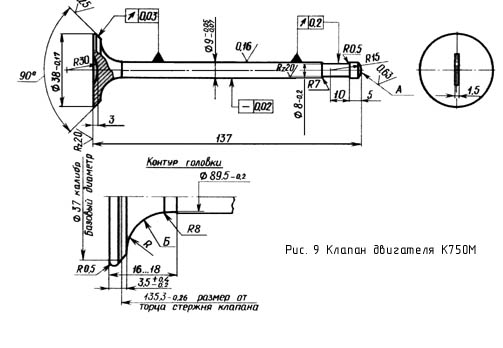
У двигателя К750М направляющую клапана, если она изношена, обрабатывают разверткой под клапан с утолщенным стержнем, чтобы обеспечить зазор 0,05— 0.10. Размеры клапана приведены на рис. 9. Длина закаленной части стержня от торца А 8—4 мм. Поверхность А полировать.
Наконечники клапанов у мотора МТ изготовлены из стали ШХ15 и обработаны термически до твердости HRС 58-63. Они защищают от износа торцы клапанов. Если заметен износ в месте контакта наконечника с носком коромысла или с торцем клапана, наконечник заменяют или наплавляют торцы клапанов сплавом «сормайт» № 1 на высоту 1 мм.
Пружины клапанов двигателя МТ изготовлены из стальной проволоки 68А. Их проверяют па упругость и на отсутствие трещин. Усилие, необходимое для сжатия наружной пружины до длины 34 мм, должно составлять 14.8—17.2 кгс, а до длины 25.8 мм — 30.3—35 кгс; чтобы сжать внутреннюю пружину до 30.5 мм, необходимо усилие 9.85— 11.4 кгс. до 22 мм — 21.15—25.85 кгс. При полностью открытом клапане суммарное усилие пружин составляет 51,8— 60,85 кгс. Если упругость пружин меньше, их заменяют.
У двигателя К750М усилие сжатия пружин до длины 37—39 мм должно составлять 39,5—44,5 кгс.
Коромысло клапана МТ отлито из стали 45 (носок обработан термически ТВЧ до твердости HRC 52—60), а его втулка — из бронзовой ленты Бр. ОЦС-4-4-2.5 ПТ 1.5. Ось коромысла (втулка) — из стали 45. Твердость HRC 52—80.
Коромысло клапана может иметь износ отверстия во втулке и износ сферической поверхности носка. Если зазор между втулкой коромысла и осью превышает 0.12 мм, втулку заменяют. Новую втулку после запрессовки обрабатывают до размера, обеспечивающего зазор 0.02—0.06 мм.
Выработку на сферической поверхности носка коромысла можно устранить шлифованием по шаблону R10 мм.
У двигателя МТ между головкой цилиндра и нижней тарелкой клапанных пружин стоит шайба из фрикционного материала НСФ-4. При ее поломке или износе обязательно надо установить новую. Ее можно изготовить из текстолита или фрикционного диска сцепления (размеры шайбы: наружный диаметр 35. внутренний — 15.5. толщина 2.5 мм). Пружины нельзя устанавливать без прокладки. так как при этом усилие их резко уменьшается, и во время работы двигателя на высоких оборотах возможна встреча поршня с головкой клапана.
Привод распределительного вала. Шестерня коленчатого вала изготовлена из стали 35. шестерня распределительного вала — из серого чугуна. Боковой зазор в паре шестерен, замеренный щупом и трех-четырех равномерно расположенных по окружности точках, должен быть в пределах 0,03-0.08 мм. Если он превышает 0.2 мм, можно заменить одну какую либо шестерню, но лучше обе, чтобы снизить их шумность. Особое внимание надо обратить на состояние штифта в приводе сапуна. Он должен плотно сидеть в своем гнезде. Заусенцы и забоины на зубьях шестерен необходимо тщательно зачистить напильником.
При снятии шестерен с валов следует пользоваться съемником. Перед запрессовкой шестерни на распределительный вал ее нагревают до температуры +150° С. Натяг должен составлять 0.016-0.062 мм. Малая шестерня сопрягается с шейкой коленчатого вала с зазором не более 0.020 мм или натягом не более 0.017 мм. При установке шестерен газораспределения важно соблюсти совпадение меток, нанесенных на их торцах.
Источник