Запасные части и узлы станка 1М63 для ремонта — коробки скоростей, суппорты, люнеты, обгонные муфты и другие запчасти

Предприятие «Уралремдеталь» с 1992 года занимается производством и поставкой запасных частей к металлообрабатывающему оборудованию. Предлагаем запасные части к станкам 1М63 в наличии со склада в Челябинске и под заказ. Оптовые скидки постоянным клиентам и при крупных заказах! Также наши специалисты по металлообрабатывающему оборудованию могут дать вам грамотную консультацию по подбору запчастей для ремонта токарного станка 1м63.
Узлы в сборе
Станок токарно-винторезный модели 1М63
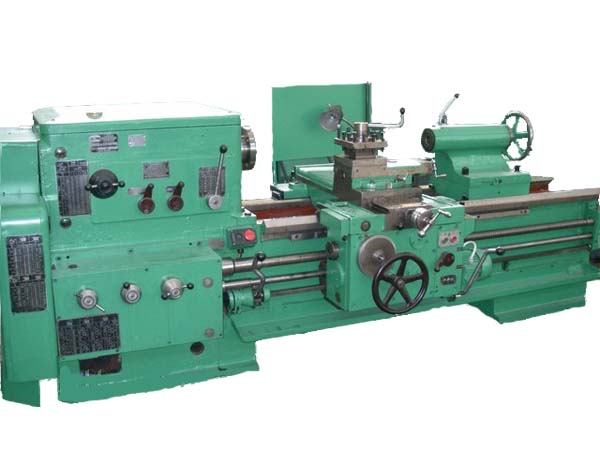
Станок токарно-винторезный модели 1М63 используется для выполнения разнообразных токарных работ, в том числе точения конусов и нарезания метрической, дюймовой, модульной и питчевых резьб.
Технические характеристики и жесткость станка 1М63 позволяют полностью использовать возможности быстрорежущего и твердосплавного инструментов при обработке, как черных, так и цветных металлов.
Основные характеристики:
- Диаметр обработки над станиной, 630 мм;
- Диаметр обработки над суппортом, 350 мм;
- Длина обрабатываемого изделия – до 3000…5000мм;
- Класс точности Н по ГОСТ 8-77.
Плановый ремонт
Для того чтобы станок был постоянно готов к работе необходимо обеспечить своевременно проводимые профилактические мероприятия. Не стоит забывать про чередование осмотров и плановых ремонтов. Ремонт 1М63 должны проводить специалисты высокой квалификации, чтобы после ремонта станку был обеспечен необходимый уровень эксплуатационной надежности. Технические показатели после ремонта должны соответствовать стандартам и нормам.
Хорошо проведенный осмотр и ремонт 1М63, а также установленные качественные запчасти к 1м63 помогают избежать неоправданных простоев оборудования и уменьшить ущерб от простоя оборудования. При проведении ремонта станка необходимо избегать лишней его разборки, в особенности сборочных единиц, определяющих выходную точность (шпиндельной группы, винторезной части). Применяемые измерительные инструменты и приборы должны быть проверены в измерительной лаборатории и аттестованы.
Запасные части к станку 1М63
Наиболее часто запрашиваемые запасные части 1м63: люнет, пиноль, шкивы, валы и диски фрикционные к станку 1М63, резцедержатель 1М63. Также поставляем все другие запчасти к токарному станку 1М63. Устанавливая качественные запчасти к 1м63 вы избегаете неоправданных простоев оборудования и уменьшаете ущерб от простоя оборудования.
Люнет
Люнет — приспособление для металлорежущих станков, служащее дополнительной опорой вращающимся при обработке деталям. Люнет предотвращает прогиб деталей от усилий резания и собственного веса, повышает их виброустойчивость. Существуют люнет неподвижный (крепится на станине, служит преимущественно для поддержки длинных заготовок) и люнет подвижный (устанавливается на продольном суппорте, предотвращает отжим длинных заготовок малого диаметра под давлением резания).
Обгонная муфта токарного станка
Для управления обгонной муфтой 1м63 не требуется никаких приводов. Одно из главных преимуществ обгонной муфты — это автоматическое включение/выключение. Обгонная муфта к 1м63 может быть использована при торможении или блокировке.
Источник
Чипгуру
Наладка 1М63 РСЗ
Наладка 1М63 РСЗ
Сообщение #1 Texman » 09 июн 2017, 17:36
Сменщик лег в больницу, и на моей шее тяжким грузом повис он — 1М63 Рязанского завода 1970 года выпуска. Поскольку весь мой опыт наладки этого аппарата ограничивался лишь настройкой фрикциона в коробке скоростей, я попрошу помощи у более опытных форумчан.
1) С какой стороны подлезть к муфте торможения шпинделя и как ее настроить? Сейчас торможения нет вообще, приходится отключать двигатель, чтобы патрон остановился.
2) Есть ли сливное отверстие в ПБ? Задолбался выбирать жижу тряпкой через лючок за фрикционом  кстати, насос забирает масло с самого дна или чуть выше?
кстати, насос забирает масло с самого дна или чуть выше?
3) Буксует продольный ход суппорта, электрика в порядке, грешу на муфты в фартуке. Пошатал их отверткой — шатаются, люфт миллиметра 4. Разбирать фартук не могу, т.к. в помещении нет грузоподъемных устройств. Что-то можно сделать без полной разборки фартука?
Наладка 1М63 РСЗ
Сообщение #2 vanek-in1 » 09 июн 2017, 19:31
Здравствуйте я новенький у вас на форуме но помогу чем смогу . Перебрал 1м63 весь .Муфта тормозная не настраивается механически . добраться до нее можно сняв кожух со стороны двигателя . основные неисправности тормозной муфты — износ дисков . сгорел реостат в щите обгорели контакты или не исправно реле таймера муфты не исправен или не совпадает момент вкл концевика на рукоятке вкл. фрикциона .
Отправлено спустя 3 минуты 1 секунду:
Еще сливное отверстие есть . позади пб возле кожуха. для разборки фартука кран не нужен все разбирается легко и снимается руками .
Наладка 1М63 РСЗ
Сообщение #3 Texman » 09 июн 2017, 23:31
vanek-in1 , спасибо! А если эта муфта неисправна, то смогу ли я ее снять со станка? (чтобы отдать снабженцу как образец или попытаться починить)
Еще вопрос
4) Как устроена вторая рукоятка включения шпинделя — та, что на фартуке? У меня ее нет, а станок РМЦ 3000, приходится звать помощника, чтобы нарезать резьбу у края станины.
Наладка 1М63 РСЗ
Сообщение #4 Texman » 10 июн 2017, 12:58
Снял кожух, увидел муфту. Возможно ли снять ее без снятия шкива?
Сливного отверстия не нашел. Обшарил стенку со стороны шкива и низ ПБ, ничего не нащупал. В каком именно месте слив?
Наладка 1М63 РСЗ
Сообщение #5 vanek-in1 » 10 июн 2017, 16:27
Снять по моему да слив у меня на задней стенки пб возле болта крепления пб
Отправлено спустя 5 минут 49 секунд:
Почините если не сгоревшая то только замена фрикционов а вообще прежде чем снимать убедиться что при включенном станке положении рукояти фрикциона нейтраль на проводок муфты поступает 24 вольта и при вкл скорости питание пропадает .От этого и отталкивайтесь. стоит ли ее снимать или нет . А ручка прото сидит на валу как на всех станках любых и дублирует первую .
Наладка 1М63 РСЗ
Сообщение #6 Texman » 10 июн 2017, 17:16
Ага, так и сделаю, тестер уже приволок.
Слива на моем экземпляре все-таки нет. Наверное, слишком старый станок  у вас он какого года?
у вас он какого года?
Насчет ручки — меня немного смущает выступающий валик на правой стороне фартука снизу под мотором быстрого перемещения. Видимо, на нем должно было сидеть крепление рукоятки к фартуку. Вот бы кто сфоткал оригинальное, чтобы я подсмотрел и не колхозил самопал 
Наладка 1М63 РСЗ
Сообщение #7 Станочник » 11 июн 2017, 10:58
Моя мечта когда то 1М63,уже и вариант был и готов был ехать его покупать,даже мотор в 17 КВТ и вес в 5 тонн не отпугнул,но потом встал утром и подумал а зачем он мне с его размерами и что я буду делать если в нем что то накроется да и станок кто то опередил меня купил потом.
Наладка 1М63 РСЗ
Сообщение #8 vanek-in1 » 11 июн 2017, 15:18
Когда-то думал также ну зачем мне такой огромный .ИТ-1м и так отл. справлялся но дальше больше . и тут подвернулся вариант . Думал по всякому и большой и прожорливый . Но где то глубоко внутри сидел ОН и пилил . И я его забрал 1.5 года восстанавливал не торопясь .Поставил двиг 7.5 кв 1500 об . И по истечении 2 лет владения не разу еще не пожалел . Теперь могу брать работы которым многим не под силу где ИТ ешки просто делать нечего да можно конечно и малом станке осилить некоторые работы но у 1м63 своя ниша . на ИТ делаю малые работы на 63 большие .В общем они друг друга дополняют .Кто то скажете расточительство иметь и обслуживать 2 станка проще найти 1к62 или 16к 20 и их аналоги и делать и мелкое и крупное но нет это уже не то .1м63 мужик за ним приятно работать .
Отправлено спустя 35 минут 15 секунд:
За книгу спасибо но я в своих станках каждый болт и гайку в лицо знаю потому что в каждый из них вложил часть себя .
Наладка 1М63 РСЗ
Сообщение #9 Texman » 11 июн 2017, 18:13
В таком состоянии 500р — слишком жирно, 200р — красная цена. Новую книжку на 1М63Н тут же на барахолке брал за 300р.
Слив нашел, он был закрашен и находился в таком неудобном месте, куда не заглянешь и не полезешь щупать — под петлями электрошкафа. Без наводки точно бы не нашел
Питание на муфту подавалось постоянно, в любом положении рычага.
Кстати, между массой и проводком показывает 27В — это норма?
Снял крышку муфты, включил питание — увидел, что диски сдвинулись. Ура, обмотка целая!
А вот диск с контровочными винтиками болтается свободно, и фрикционные диски тоже, плюс на них висят намагниченные лохмы. Надо снимать, но мешает шкив. Вопрос 5: как его снять?
Отправлено спустя 7 минут 26 секунд:
И это, у него вся ПБ и КП запотели маслом. Я посадил на герметик крышки фрикциона и насоса на задней стенке ПБ, оттуда теперь не течет. Какие еще места стоит герметизировать?
Также полагаю, что забит сливной канал под передним подшипником шпинделя. Как до него добраться?
Еще сильно шумит главный электродвигатель 12кВт, подшипникам в нем кранты — шатал шкив, чувствовал люфт в несколько миллиметров. Какие подшипники должны стоять на таком движке?
(Для понимания: я не могу раскидать станок, заказать запчасти и ждать месяц. Аппарат должен быть в получасовой готовности максимум.)
Источник
1м63м станок токарно-винторезный универсальный повышенной мощности
паспорт, схемы, описание, характеристики
Сведения о производителе токарно-винторезного станка 1м63м
Производитель токарного станка модели 1м63м — Тбилисский станкостроительный завод им. С.М. Кирова.
Станки, выпускаемые Тбилисским станкостроительным заводом им. Кирова
1М63М станок универсальный повышенной мощности. Назначение, область применения
Базовой моделью при проектировании станка 1М63М является станок 1М63Б.
Токарно-винторезный станок 1М63М предназначен для обработки деталей средних и больших размеров, в условиях единичного и мелкосерийного производства.
На станке 1М63м можно производить наружное и внутреннее точение, включая точение конусов, растачивание, сверление и нарезание резьб (метрической, модульной, дюймовой и питчевой).
Технические характеристики и жесткость конструкция станины, каретки, шпинделя станка позволяют полностью использовать возможности работы на высоких скоростях резания с применением резцов из быстрорежущей стали или оснащенных пластинами из твердых сплавов при обработке деталей из черных и цветных металлов.
Суппорт станка 1М63м имеет механическое перемещение верхней части, позволяющее производить точение длинных конусов. Точение коротких конусов также осуществляется движением верхней части суппорта.
Изменение величин подач и настройка на шаг нарезаемой резьбы осуществляются переключением зубчатых колес коробки подач и настройкой гитары сменных шестерен.
Суппорт имеет быстрое перемещение в продольном и поперечном направлениях, которое осуществляется от индивидуального электродвигателя.
Основные технические характеристики токарно-винторезного станка 1м63м
Изготовитель — Тбилисский станкостроительный завод им. С.М. Кирова.
- Наибольший диаметр заготовки типа Диск, обрабатываемой над станиной — Ø 630 мм
- Наибольший диаметр заготовки типа Вал, обрабатываемой над суппортом — Ø 350 мм
- Расстояние между центрами — 1500 мм
- Высота центров — 350 мм
- Мощность электродвигателя — 18,5 кВт
- Вес станка полный — 4,4 т
Шпиндель токарно-винторезного станка 1м63м
- Конец шпинделя — по ГОСТ 12593 (Концы шпинделей фланцевые под поворотную шайбу и фланцы зажимных устройств)
- Номинальный диаметр конуса D = 139,719 мм, условный размер конца шпинделя — 8
- Внутренний (инструментальный) конус шпинделя — Морзе 6
- Диаметр сквозного отверстия в шпинделе — Ø 80 мм
- Пределы чисел прямых оборотов шпинделя в минуту (22 ступеней) — 12,5..1600 об/мин
- Пределы чисел обратных оборотов шпинделя в минуту (11 ступеней) — 22,4..2240 об/мин
- Диаметр стандартного патрона — Ø 400 мм
Подачи и резьбы токарно-винторезного станка 1м63м
- Пределы продольных подач — 0,06..1,4 мм/об (32 ступени)
- Пределы поперечных подач — 0,024..0,518 мм/об (32 ступени)
- Пределы подач резцовых салазок — 0,019..0,434 мм/об (32 ступени)
- Пределы шагов резьб метрических — 1..224 мм (46 размеров)
- Пределы шагов резьб модульных — 0,25..56 модулей (37 размеров)
- Пределы шагов резьб дюймовых — 28..0,25 ниток на дюйм (31 размеров)
- Пределы шагов резьб питчевых — 112..0,5 питчей (30 размеров)
Модификации токарного винторезного станка 1М63
1М63 — следующее поколение 163-й серии, станок заменил модель 163, начало выпуска 1968 год.
1М63Ф306 — токарно-винторезный станок с ЧПУ, начало серийного выпуска 1973 год.
1М63Ф101 – токарно-винторезный станок с УЦИ, обеспечивающим отсчет поперечного перемещения суппорта, начало серийного выпуска 1976 год.
1М63Б, 1М63БГ, 1М63БФ101 – токарно-винторезные быстроходные повышенной мощности.
1М63Д, 1М63ДФ101 — токарно-винторезные, Тбилиси, 1983 год.
1М63М, 1М63МФ101 — токарно-винторезные повышенной мощности, Тбилиси, 1986 год.
1М63МФ30 — токарный станок с ЧПУ Электроника НЦ-31, Тбилиси.
1М63МС5 — токарно-винторезный станок 163 серии, Тбилиси, 1991 год.
Габаритные размеры рабочего пространства токарного станка 1м63м
Габаритные размеры рабочего пространства станка 1м63м
Посадочные и присоединительные базы токарного станка 1м63м

Габаритные размеры рабочего пространства станка 1м63м
Общий вид токарно-винторезного станка 1м63м
Фото токарно-винторезного станка 1м63Бф101

Фото токарно-винторезного станка 1м63м

Фото токарно-винторезного станка 1м63м
Расположение основных узлов токарно-винторезного станка 1м63м

Расположение основных узлов токарно-винторезного станка 1м63м
- Сменные шестерни — М63Б.08.000
- Бабка передняя — М63М.20.000
- Ограждение патрона — М63Б.19.000
- Фартук — М63М.60.000
- Суппорт — М63М.40.000
- Электрооборудование — М63М.18.000
- Ограждение — М63М.81.000
- Ограждение — М63М.81.000
- Бабка задняя — М63М.30.000
- Станина — М63М.16.000
- Электродвигатель — М63М.17.000
- Коробка подач — М63Б.70.000
- Кожух защитный — М63Б.95.000
- Люнет подвижный — М63М.10.000
- Люнет неподвижный — М63М.11.000
Расположение органов управления токарно-винторезным станком 1м63м

Расположение органов управления токарно-винторезным станком 1м63м
Органы управления токарно-винторезного станка 1м63м и их назначение
- Рукоятка установки частоты вращения шпинделя
- Рукоятка установки нормального и увеличенного шага резьбы и деление на многозаходные резьбы
- Рукоятка установки правой и левой резьб и подач
- Кнопка фиксации ограждения патрона
- Рукоятка установки частоты вращения шпинделя
- Рукоятка плунжерного насоса смазки направляющих продольного перемещения суппорта и ходового винта
- Вытяжная кнопка включения механической поперечной подачи суппорта
- Тумблер включения местного освещения
- Вытяжная кнопка включения механической поперечной подачи суппорта
- Рукоятка включения механического перемещения верхнего суппорта (резцовых салазок)
- Рукоятка поворота и крепления резцовой головки
- Головка зажима и разжима сухаря крепления каретки
- Рукоятка ручной поперечной подачи верхнего суппорта
- Кнопка включения ускоренного перемещения (быстрых ходов) суппopта
- Тумблер переключения на точение конусов и цилиндров
- Тумблер включения насоса охлаждения
- Переключатель подач дистанционного управления
- Рукоятка креплении пиноли задней бабки
- Маховик перемещения пиноли задней бабки
- Рукоятка маховика
- Рукоятки управления фрикционом
- Рукоятка включения гайки ходового винта
- Кнопочные станции включения и выключения главного привода
- Маховик ручного продольного перемещения суппорта
- Кнопочные станции включения и выключения главного привода
- Рукоятки управления фрикционом
- Рукоятка настройки наладки шага резьбы и отключения вращения ходового винта
- Рукоятка настройки на величину шага резьбы и подачи
- Рукоятка выбора резьбы
- Рукоятка выбора величины подач и шага резьбы
- Квадрат вала шкива для деления на многозаходные резьбы
- Выключатель вводной
- Указатель нагрузки
- Сигнальная лампа включения электромагнитного тормоза
- Сигнальная лампа наличия напряжения
- Сигнальная лампа — аварийная
| Символ | Значение символа |
|---|---|
 | Таблица оборотов шпинделя |
 | Шаг резьбы |
 | Резьба с нормальным шагом: 1:1 → 12,5..1600 об/мин |
 | Резьба с увеличенным шагом: 1:2 → 200..630 об/мин; 1:8 → 50..160 об/мин; 1:32 → 12,5..40 об/мин |
 | Левая резьба с нормальным шагом |
 | Левая резьба с увеличенным шагом шагом |
 | Подачи с нормальным шагом |
 | Подачи с увеличенным шагом шагом |
 | Отключение (отсоединение) шпинделя от коробки скоростей. Может применяться при нарезании многозаходной резьбы поворотом шпинделя на определенный угол |
 | Сменные шестерни (K, L, M, N) коробки передач (гитары). Стандартный набор, поставляемый заводом-производителем: K = 40, L = 86, N = 64 |
 | Метрическая резьба |
 | Дюймовая резьба |
 | Модульная резьба |
 | Питчевая резьба |
 | Продольная и поперечная подача |
Кинематическая схема токарно-винторезного станка 1м63м

Кинематическая схема токарно-винторезного станка 1м63м

Схема расположения подшипников токарно-винторезного станка 1м63м
Подшипники опор шпинделя токарного станка 1М63МФ101
Шпиндель станка 1М63МФ101 смонтирован на 2-х подшипниках:
- 91. Передний подшипник № 2-697928Л роликовый радиально-упорный, конический (с коническими роликами), двухрядный, широкой серии.
- 90. Задний подшипник № 2-17722Л роликовый радиально-упорный, конический (с коническими роликами), однорядный.
Описание конструкции основных узлов токарно-винторезного станка 1м63м
Коробка скоростей токарно-винторезного станка 1м63м

Коробка скоростей токарно-винторезного станка 1м63м
Коробка скоростей крепится к левой головной части станины. Приводной шкив 6 (рис. 5) коробки скоростей получает движение от электродвигателя через клиноременную передачу.
Регулирование механизма главного движения ступенчатое. Вращение шкива приводит в движение целый ряд шестерен коробки скоростей, последовательным переключением которых можно получить 24 скорости вращения шпинделя, из которых две перекрываются. Самые высокие шесть скоростей шпиндель получает непосредственно от вала 7, что способствует резкому повышению КПД станка при работе на высоких скоростях, а также значительному уменьшению шума.
Установка определенных частот вращения шпинделя осуществляется передвижением зубчатых колес по валам при помощи двух рукояток 2 и 1, находящихся на лицевой части коробки скоростей. Все зубчатые колеса выполнены из качественной стали с соответствующей термообработкой и сидят на шлицевых валиках, вращающихся в шариковых и роликовых подшипниках. Передней опорой стального пустотелого шпинделя 9 является радиальный двухрядный регулируемый роликоподшипник 10 с короткими цилиндрическими роликами, а задней — радиально-упорный шарикоподшипник 4. Осевая нагрузка на шпиндель воспринимается упорным шарикоподшипником 3, находящимся у задней опоры шпинделя.
Для пуска, остановки и включения быстрого обратного хода имеется фрикционная пластинчатая муфта 5. Введение в действие муфты совершается рукоятками, находящимися на станине у передней бабки и на фартуке.
Торможение шпинделя производится автоматически в момент выключения фрикционной муфты при помощи электромагнитной муфты 8.
В коробке скоростей имеются механизмы, дающие возможность реверсировать движение суппорта, увеличить шаг нарезаемой резьбы в 4 или 16 раз.
Фартук токарного токарно-винторезного станка 1м63м
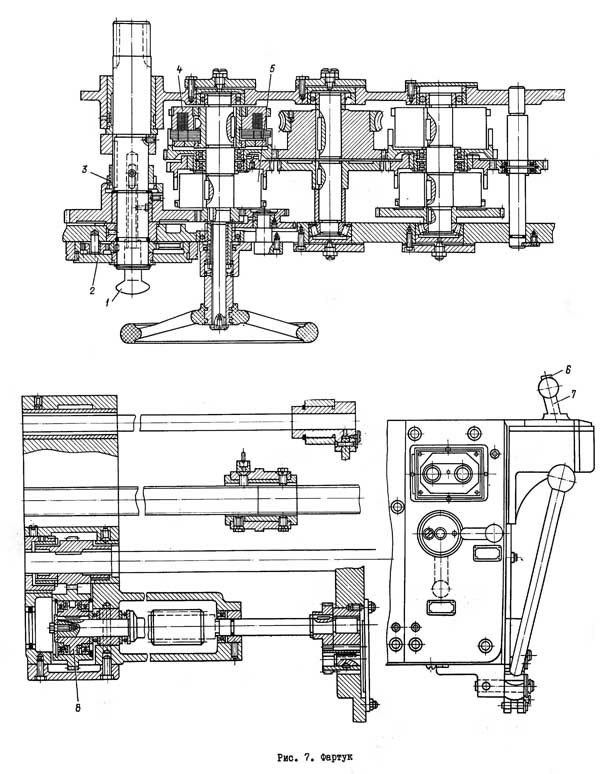
Фартук токарного токарно-винторезного станка 1м63м
Фартук закрытого типа со съемной передней стенкой. Фартук получает движение от коробки подач через ходовой винт при нарезании резьб или через ходовой вал при выполнении остальных работ (рис. 7).
Благодаря наличию электромагнитных муфт 4 и 5 управление фартуком сосредоточено в одной поворотной рукоятке 7, расположенной с правой стороны фартука. Направление поворота этой рукоятки совпадает с направлением необходимого движения подач или быстрого перемещения каретки и поперечных салазок. При этом для обеспечения быстрого перемещения надо нажать на кнопку 6, находящуюся на самой рукоятке.
Благодаря наличию в фартуке обгонной муфты 8, включение ускоренного хода возможно при включенной рабочей подаче.
Во избежание одновременного включения ходового винта и ходового вала предусмотрена электрическая блокировка.
Электродвигатель быстрого перемещения суппорта расположен с правой стороны фартука. На передней части фартука находится лимб 2 продольного точения с ценой деления I мм. С целью исключения влияния механизма фартука при нарезании резьб валик реечного зубчатого колеса продольной подачи отключается от этого механизма путем вталкивания находящейся внутри валика вытяжной кнопки I, которая расцепляет муфту внутреннего зацепления 3.
Циркуляционная система смазки фартука
Система включает в себя резервуар 23, плунжерный насос 17, маслораспределитель 21. Плунжерный насос приводится в действие от кулачка, установленного на валу реечного зубчатого колеса. Масло подается насосом в маслораспределитель, из которого поступает на смазку детален фартука. Контроль наличия в системе смазки и ее уровня в фартуке производится по маслоуказателям 20 и 25. Контроль за работой плунжерного насоса производится при ускоренных перемещениях суппорта.
Коробка подач токарно-винторезного станка 1м63м
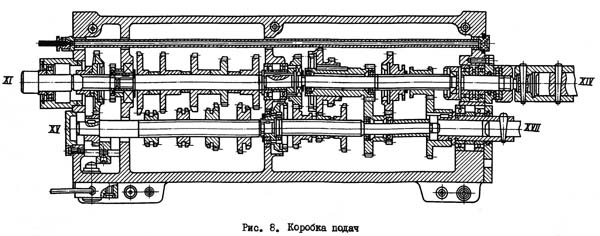
Коробка подач токарно-винторезного станка 1м63м
Коробка подач закрытого типа, двухосная. Переключением соответствующих рукояток и, при необходимости, установкой сменных зубчатых колес можно получить настройку механизма подач для нарезания нормального ряда метрических, модульных, дюймовых и питчевых резьб, а также для получения необходимых подач при токарной обработке (рис. 8).
Для нарезания точных и специальных резьб можно использовать прямое включение ходового винта (при этом потребуется изготовить специальный набор зубчатых колес).
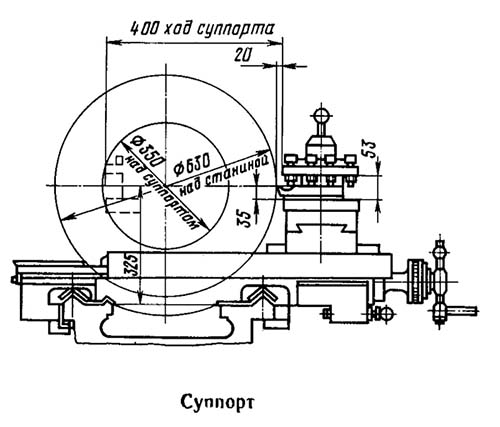
Суппорт токарно-винторезного станка 1м63м

Суппорт токарно-винторезного станка 1м63м
Суппорт крестовой конструкции имеет продольное перемещение по направляющим станины и поперечное — по направляющим каретки I (рис. 6). Оба перемещения могут быть ручными или механическими, а механическое — рабочим или ускоренным. Поворотная часть суппорта 2 имеет направляющие для перемещения верхней части суппорта 4 с резцовой головкой 3.
Верхняя часть суппорта также может перемещаться вручную и механически. Гайка поперечного винта 6 имеет устройство для выборки люфта. Осевые усилия поперечного винта и винта верхних салазок воспринимаются упорными шарикоподшипниками 5.
Сменные зубчатые колеса станка 1м63м
К станку прилагается комплект сменных зубчатых ,колес для получения метрической и дюймовой или модульной и питчевой резьб. Сменные зубчатве колеса располагаются на левой стенке корпуса коробки скоростей. Станок снабжен защитным кожухом, закрывающим левую стенку коробки скоростей.
Задняя бабка станка 1м63м
Задняя бабка тлеет жесткую конструкцию. После установки на направляющие станины задняя бабка закрепляется на ней с помощью двух планок и четырех болтов.
Перемещение задней бабки вдоль станины облегчено вмонтированными в мостик четырьмя подпружиненными шарикоподшипниками. Для определения величины перемещения пиноли при сверлильных операциях около маховика на винте установлен лимб.
Люнеты станка 1м63м
Станок снабжен подвижным и неподвижным люнетами для обработки круглых деталей диаметром от 20 до 150 мм.
Система охлаждения станка 1м63м
От электронасоса, установленного в правой тумбе, охлаждающая жидкость через шланг по трубопроводу на суппорте поступает к инструменту, а затем стекает в два корыта, установленные спереди и сзади станка, откуда поступает в бак правой тумбы и к электронасосу.
Очистку корыт и бака следует производить не реже одного раза в месяц.
Регулирование токарно-винторезного станка 1М63М
В процессе эксплуатации станка возникает необходимость в регулировании отдельных составных частей станка с целью восстановления их нормальной работы.
Регулирование фрикционных пластинчатых муфт коробки скоростей (рис. 25)

Регулировка фрикционных муфт коробки скоростей станка 1м63м
В случае проскальзывания фрикционные муфты должны быть немедленно отрегулированы, в противном случае от увеличения трения диски перегреваются и фрикцион может выйти из строя. Регулировка фрикционных муфт как прямого, так и обратного ходов производится зажимными гайками 1. Поворот зажимной гайки может быть произведен после того, как выступающая зацепка 2 будет утоплена в кольцо 3. Правильность регулирования определяется усилием включения муфт с помощью рукоятки управления 21 (см. рис. 6).
Доступ к муфте обеспечивается через закрываемое окно в задней стенке корпуса коробки скоростей.
Одновременно с регулированием фрикционных муфт необходимо производить регулирование кулачка управления тормозной муфтой.
Время разгона шпинделя с трехкулачковым патроном Ø 400 мм при 1600 об/мин при прямом ходе должно быть 4. 6,5 с, при обратном ходе 7. 10 с. Проверяется на холостом ходу.
В этих условиях время торможения не должно превышать 10с.
Выставление оси шпинделя (рис 26)
При нарушении параллельности оси шпинделя относительно направляющих станины ослабить все болты крепления коробки скоростей к станине, зятем с помощью винтов 1, ввернутых в колодку 2, которая установлена под шпиндельной бабкой, выставить ось шпинделя и натянуть болты крепления.
Установка оси пиноли задней бабки (рис. 27)
Поперечное смещение задней бабки производить при настройке на точение конусов с помощью винтов 1, ослабляя один из них и подтягивая другой. При установке задней бабки соосно с осью шпинделя передней бабки совместить риски, нанесенные на платики корпуса бабки и мостика с правого торца.
Регулирование опорных подпружиненных подшипников задней бабки (рис. 28)
В процессе работы или после ремонта может потребоваться регулирование степени сжатия цилиндрических пружин 4 и 5 опорных подпружиненных подшипников 6, вмонтированных в мостик задней бабки с целью обеспечения легкости передвижения задней бабки вдоль станины.
- ослабить винты крепления бабки;
- вывернуть верхние пробки 1 и с помощью винтов 7 сдвинуть заднюю бабку 2 по мостику так, чтобы получить доступ до регулировочных пробок 3. Проворачивая пробки, добиться легкости передвижения бабки по станине при отсутствии зазора между направляющими мостика и станины.
Регулирование зазора в направляющих поперечных салазок (рис. 29)
Зазор между направляющими каретки и поперечных салазок регулируется путем подтягивания клика 1 с помощью двух винтов 2, расположенных на обоих торцах салазок.
Регулирование зазора в направляющих резцовых салазок суппорта (рис. 30)
При появлении зазора в направляющих резцовых салазок производится подтяжка клина 1 винтом 3, после чего положение фиксируется винтом 2.
Устранение „мертвого хода» винта поперечного перемещения суппорта (рис. 31)

Устранение мертвого хода винта станка 1м63м
„Мертвый ход» винта поперечного суппорта, возникающий при износе гаек 3 и 4, может быть устранен поворотом червяка 2 по часовой стрелке, для чего необходимо предварительно вывернуть стопорный винт 1. Регулирование производят, если лифт рукоятки превышает 5 делений лимба.
Устранение „мертвого хода» винта перемещений резцовых салазок суппорта (рис. 32)
„Мертвый ход» винта резцовых салазок суппорта, возникающий при износе полугаек 4 и 5, может быть устранен путем подтягивания винтов 3, предварительно ослабив винты 1. Регулирование производят, когда люфт рукоятки превышает 5 делений лимба. Регулирование производится через резьбовое отверстие пробки 2 резцовых салазок, для чего необходимо, вывернув пробку, поставить резцовые салазки в такое положение, чтобы был доступ к регулировочным винтам.
Регулирование осевого зазора в направляющей верхней и нижней половинах гайки ходового винта (рис. 33)
При появлении зазора производится подтягивание планки 1 тремя винтами 2 с фиксацией последних контргайками 3.
Регулирование радиального зазора между ходовым винтом и его гайкой (рис. 34)
Величина радиального зазора между ходовым винтом 2 и вкладышами его гайки 1 регулируется ввинчиванием или вывинчиванием винта 4, расположенного под фартуком. В отрегулированном положении винт 4 фиксируется гайкой 3.
Согласование работы тормозной муфты с работой механических фрикционных муфт (рис. 3Б)
Во избежание выхода из строя тормозной электромагнитной муфты необходимо не реже одного раза в месяц проверять расположение кулачка 2 относительно фиксирующего шарика 1 и конечного выключателя, находящихся в задней нише станины.
При фиксированном среднем положении рукоятки переключения фрикционных муфт, фиксирующий шарик 1 и толкатель в конечного выключателя должны находиться в середине своих пазов. Регулирование осуществляется установкой кулачка с помощью винта 3.
Одновременно необходимо проверять надежность крепления винтов 4 и 5.
Регулирование подачи масла на ходовой винт (рис. 36)
Подача масла на ходовой винт производится только при работе ходовым винтом. Для этого необходимо поворотом дросселя 1 открыть на нужную величину щель для поступления масла от ручного плунжерного насоса.
Расположение штуцеров электромагнитных муфт фартука и их регулирование (рис. 37):
- щеткодержатель, питающий электромагнитную муфту продольного перемещения каретки справа—налево;
- щеткодержатель, питающий электромагнитную муфту продольного перемещения каретки слева—направо;
- щеткодержатель, питающий электромагнитную муфту перемещения поперечных салазок и верхнего суппорта от рабочего на изделие;
- щеткодержатель, питающий электромагнитную муфту перемещения поперечных салазок и верхнего суппорта от изделия на рабочего.
В случае отказа в работе электромагнитных муфт фартука необходимо выключить станок и вывернуть щеткодержатель неисправной муфты.
Вывернутые щеткодержатели проверить на плавность перемещения щетки в держателе, проверить прилегание щетки к контактному кольцу.
Регулирование натяжения ремней главного привода (рис. 38)
Если будет замечено чувствительное снижение крутящего момента на шпинделе при нормально отрегулированной фрикционной муфте, следует произвести регулирование натяжения клиноременной передачи 2 главного привода. Для этого достаточно ослабить четыре болты 3 и вращением гайки 1 осуществить опускание электродвигателя главного привода с плитой 4 по продольным пазам.
Положение двигателя зафиксировать зажатием всех болтов 3.
Электрооборудование токарно-винторезного станка 1м63м
Схема электрическая принципиальная токарно-винторезного станка 1м63м

Электрическая схема токарно-винторезного станка 1м63м

Перечень элементов к электросхеме токарного станка 1м63м
Электрооборудование токарно-винторезного станка 1м63м. Общие сведения
Электрооборудование станка выполняется на напряжение 380 В и частотой 50 Гц.
Питание цепи управления переменного тока напряжением 110 В осуществляется от понижающего трансформатора.
Питание цепей управления постоянного тока напряжением 24 В осуществляется от выпрямительного моста.
Напряжение цепей местного освещения 24 В переменного тока.
Напряжение цепи сигнализации 24 В постоянного тока.
1м63м Станок токарно-винторезный универсальный быстроходный. Видеоролик.
Технические характеристики универсального токарного станка 1м63м
| Наименование параметра | 1м63 | 1м63д | 1м63м |
|---|---|---|---|
| Основные технические данные станка | |||
| Класс точности по ГОСТ 8-82 | Н | Н | Н |
| Наибольший диаметр заготовки обрабатываемой над станиной, мм | 630 | 630 | 630 |
| Наибольший диаметр заготовки обрабатываемой над суппортом, мм | 350 | 350 | 350 |
| Высота центров, мм | 315 | 315 | 325 |
| Наибольшая длина устанавливаемой детали РМЦ, мм | 1400 | 2800 | 1500 |
| Наибольшее расстояние от оси центров до кромки резцедержателя, мм | 320 | 320 | 335 |
| Наибольшая длина обработки детали (без перестановки резцовых салазок), мм | 1260 | ||
| Высота резца, установленного в резцедержатель, мм | 32 | 32 | 32 |
| Наибольшая масса обрабатываемой детали, кг | 2000 | ||
| Шпиндель | |||
| Частота прямого вращения шпинделя, об/мин (число ступеней) | 10..1250 (22) | 10..1250 (22) | 12,5..1600 (22) |
| Частота обратного вращения шпинделя, об/мин (число ступеней) | 18..1800 (11) | 18..1800 (11) | 22,4..2240 (11) |
| Количество прямых/ обратных скоростей шпинделя | 22/ 11 | 22/ 11 | 22/ 11 |
| Диаметр отверстия в шпинделе, мм | 70 | 70 | 80 |
| Центр в шпинделе по ГОСТ 13214-79 | Морзе 6 | Морзе 6 | Морзе 6 |
| Конец шпинделя по ГОСТ 12593-72 | 8м | 8м | 8м |
| Размер внутреннего конуса шпинделя | Метрический 80 | Метрический 80 | Метрический 100 |
| Наибольший крутящий момент на шпинделе, кНм | 3,3 | ||
| Торможение шпинделя | есть | есть | есть |
| Суппорт. Подачи | |||
| Наибольшее перемещение продольное/ поперечное, мм | 1260/ 400 | 2520/ 400 | 1360/ 400 |
| Количество подач продольных/ поперечных/ резцовых салазок | 44/ 44/ 44 | 32/ 32/ 32 | 32/ 32/ 32 |
| Пределы рабочих подач продольных/ поперечных/ резцовых салазок, мм/об | 0,064-1,025 0,026-0,38 0,028-0,34 | 0,06-1,4 0,024-0,518 0,019-0,434 | 0,06-1,4 0,024-0,518 0,019-0,434 |
| Пределы увеличенных подач подач продольных/ поперечных/ резцовых салазок, мм/об | 1,07-3,2 0,039..1,18 0,336..1,0 | 0,24-5,6 0,096-2,072 0,076-1,736 | |
| Пределы шагов метрических резьб, мм (число ступеней) | 1..192 (56) | 1..224 | 1..224 (46) |
| Пределы шагов дюймовых резьб, ниток/дюйм (число ступеней) | 24..0,25 (33) | 56..0,25 | 28..0,25 (31) |
| Пределы шагов модульных резьб, модуль (число ступеней) | 0,5..48(55) | 0,5..112 | 0,25..56 (37) |
| Пределы шагов питчевых резьб, питч диаметральный (число ступеней) | 96..7/8 (52) | 112..0,5 | 112..0,5 (30) |
| Скорость быстрых перемещений продольных/ поперечных, м/мин | 4,5/ 1,6 | 4,5/ 1,6 | 4,5/ 1,6 |
| Наибольшее усилие резания, допускаемое механизмом подач, кН | 2,22 | 2,22 | |
| Цена деления лимба при продольном/ поперечном на диаметр перемещении, мм | 1/ 0,05 | 1/ 0,05 | 1/ 0,05 |
| Перемещение на оборот лимба при продольном/ поперечном перемещении, мм | 300/ 5 | 300/ 5 | 300/ 5 |
| Резцовые салазки | |||
| Наибольшее перемещение резцовых салазок, мм | 220 | 220 | 220 |
| Наибольший угол поворота резцовых салазок, град | ±90° | ±90° | ±90° |
| Цена деления лимба при перемещении резцовых салазок, мм | 0,05 | 0,05 | 0,05 |
| Перемещение на оборот лимба при при перемещении резцовых салазок, мм | 5 | 5 | 5 |
| Задняя бабка | |||
| Наибольшее перемещение пиноли, мм | 240 | 240 | 240 |
| Поперечное смещение задней бабки, мм | ±10 | ±10 | ±10 |
| Конус под центр в пиноли | Морзе 5 | Морзе 5 | Морзе 5 |
| Электроборудование станка | |||
| Количество электродвигателей на станке | 3 | 3 | 3 |
| Электродвигатель главного движения, кВт (об/мин) | 13 (1460) | 15 (1460) | 18,5 (1465) |
| Электродвигатель быстрых перемещений, кВт (об/мин) | 1,1 (1400) | 1,1 (1400) | 1,1 (1400) |
| Электродвигатель насоса СОЖ, кВт (об/мин) | 0,12 (2800) | 0,12 (2800) | 0,12 (2800) |
| Габариты и масса станка | |||
| Габариты станка (длина, ширина, высота), мм | 3530 х 1680 х 1290 | 4950 х 1780 х 1550 | 3655 х 1590 х 1420 |
| Масса станка, кг | 4300 | 5620 | 4400 |
Список литературы
Связанные ссылки. Дополнительная информация
 1М63 Паспорт токарно-винторезного станка, (djvu) 2,0 Мб, Скачать
1М63 Паспорт токарно-винторезного станка, (djvu) 2,0 Мб, Скачать
Источник